So I started down the 3d printing hole over a year ago and in that time I have in some ways reached my original goal of being able to learn how to design 3d parts and later use them around the office and house. In that time I spent a lot of time with Delta style printers, having the chance to check out both the SeeMeCNC Eris and their Rostock MAX v3 as they launched. This only made me more curious about other printers, especially Cartesian style printers. Cartesian printers are by far the most popular style and are more what you expect to see what you think of a 3d printer. Well, earlier this year I had the chance to meet and talk with Josef Prusa and later through email, we arranged for a printer to come our way. For the last few months, I have had the Prusa i3 MK2 here in the office as I worked on projects (a few that you guys have seen me post about) getting a feel for the printer. Well, it’s about time that I sit down and gather my thoughts on the printer and run through my experience building, troubleshooting, and making with the i3 MK2.
Product Name: Prusa i3 MK2S Kit
Review Sample Provided by: Prusa
Written by: Wes
Pictures by: Wes
Pictures by: Amazon Affiliate Link: HERE
|
Specifications |
|
|
Printer Design |
Cartesian XZ Head |
|
Build Volume |
10500 cm3 (25 x 21 x 20 cm or 9,84 x 8,3 x 8 in) |
|
Exterior Dimensions |
42 x 42 x 38 cm (16.5 x 16.5 x 15 inches) |
|
Weight |
6,5 kg (14 lbs) |
|
Hotend |
genuine E3D V6 Full hotend |
|
Nozzle Size |
0.4mm nozzle |
|
Filament Required |
1.75mm |
|
Filament Included |
1 kg (2 lbs) PLA filament |
|
Lowest minimum layer height |
0.05mm |
|
Electronics Used |
Ultimachine RAMBO |
|
Supported materials |
PLA, ABS, PET, HIPS, Flex PP, Ninjaflex, Laywood, Laybrick, Nylon, Bamboofill, Bronzefill, ASA, T-Glase, Carbon-fibers enhanced filaments, Polycarbonates |
|
Average power consumption |
70 W (printing PLA) or 110 W (printing ABS) |
|
Heatbed |
Heatbed with cold corners compensation |
|
Print Surface |
PEI |
|
Other Features |
Automatic mesh bed leveling Automatic skew axes compensation Integrated LCD and SD card controller (8GB included) Multicolor upgrade available |
|
Included in the box |
The printer (well the parts) Candy! |
Packaging
So when the printer comes in you will get a very distinctive package wrapped in solid black plastic wrap to protect the box and make sure the branding on the outside isn’t visible at all. Once you cut all of that off the printer the box itself isn’t nearly as large as you would expect, but it is heavy. It has the Prusa branding across the top in the black stripe, the model name below that, and then a line drawing of the printer built with a dragon on the print bed. I noticed that the branding is careful to have Josef’s name but when you look at their website, it looks like they are refining the branding. Given how much they have grown, into a huge new building even, I wouldn’t be surprised if they start to consider it all a group effort.

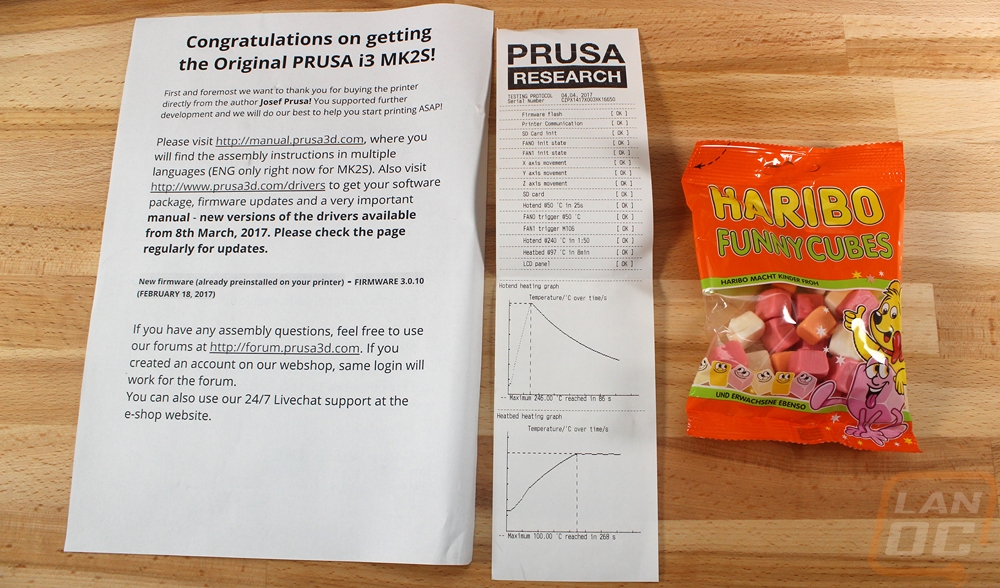
When you open the box up there are a few things right up on top. There is a paper congratulating you on your purchase with instructions on where to find a more up to date manual. They also tell you the firmware version that is installed and a URL to the forums to help answer any questions as well. Also with that paper is a small resting protocol paper that has been printed out. If you look closely they have checked to make sure things like the LCD, all of the stepper motors, the fans, and the RAMBO all work. In addition to that, they have pre-tested your hotend to make sure it heats up to 50c in 25 seconds and they have graphed its performance down at the bottom and the same thing with the heatbed as well. This is a nice touch and it will hopefully cut down on RMAs and issues, especially with their printers coming all the way from Prague in the Czech Republic. Also in the box right up on top was a bag of Haribo candy, a treat that is included with all Prusa packages. In fact, people love them so much that they have even named a variation/upgrade to the MK2 the Haribo Edition.
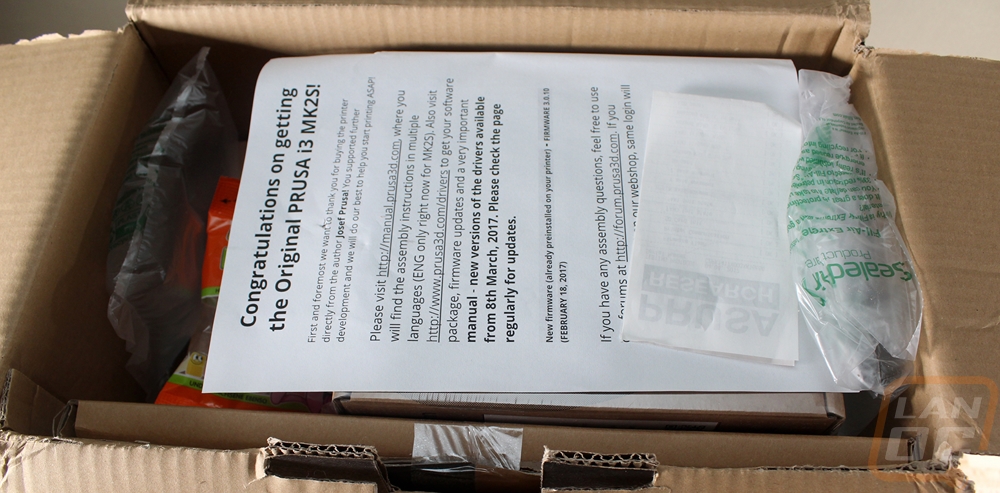
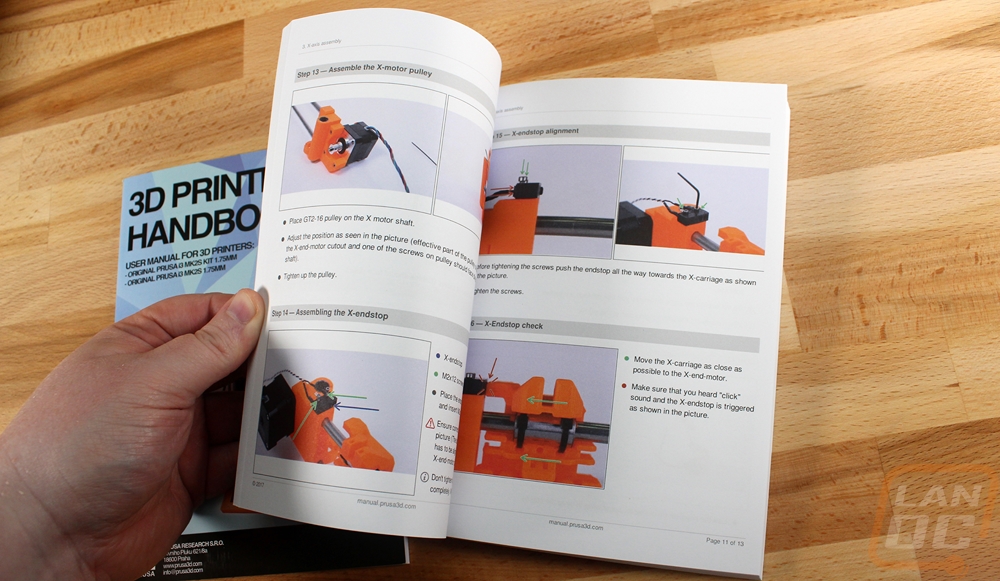
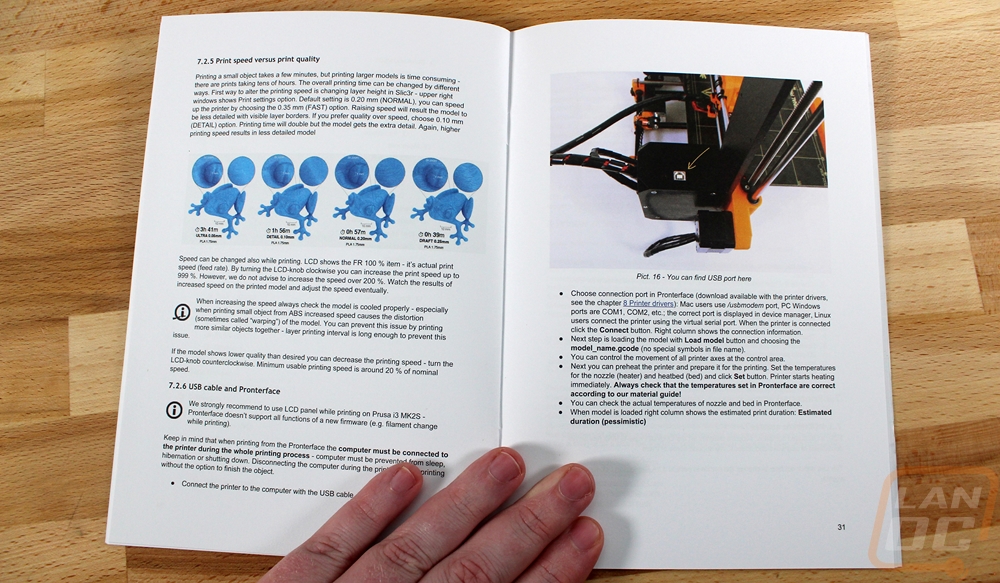
Also in the box, I found two printed books. One is a 3D Printing Handbook and the other is the assembly instructions. These aren’t your right out of the basic printer manuals, they have been printed properly. The 3D Printing Handbook should honestly be sold on its own on Amazon, it is extremely informative and would help with any printer type. The assembly instructions were also well written but I decided to take the suggestion on the original paper and to use the digital instructions because they would be more up to date and most importantly has zoomable photos. Major props to the books though, they are both full color and filled with information.
In my box, they did include two filament spools but I should note that the kit does only come with one 2.2lb/1kg spool. They sent a bright pink 1kg spool and one 750g of Vertigo Gray, both in PLA.



I pulled everything out of the box and including the two spools I had six boxes, one tube, and a loose power supply.

I then started to open the boxes up to make sure I had everything. One of the boxes had the heat bed, the bed support plate, and the main structure that goes up and around the top of the printer. Basically, this was all of the cut metal panels and then the heatbed.

There was one box filled with stepper motors. The two long steppers are for the Z axis, then you get steppers for the extruder, X, and Y. Each has been labeled as well both on the back of the stepper and with a small clip right at the connection. This was a very nice touch that should make putting everything together much easier.

All of the printer parts were in one box. Most are in an orange PLA although you can now pick between the traditional orange or black. Anyone who reads LanOC knows I would have gone with orange, no matter what options were available. Each one has been bagged up and labeled by the section that they go on.

The other box has all of the electronics, cables, accessories, and of course all of the hardware needed to put everything together. This has all been split up into labeled bags just like the printed components. I should note that each one has a number and a section name and then a parts list along with wire drawings of each part to help you tell the difference when you get similar sized screws. Not photographed but also included was the tube filled with guide rods and threaded rods that make up a lot of the printers construction.

There was also a bag filled with all of the tools you will need to get started. You get pliers, a flat head screwdriver, a bag of Allen wrenches, and two 13mm/17mm wrenches. Those should all get everything built then they include a glue stick as well. With all of this, I was surprised that they didn’t also include a tool to remove prints unless they expect you to use the flat head screwdriver. Most of the tools are really cheap but I was impressed with the needle nose pliers, they are a little better quality and should be hung on to after the build.

Installation and Setup
With everything out I set aside some time and got started with building the Prusa i3 MK2. I should really point out though that Prusa put together amazing build instructions. These do an amazing job of walking you through the build. Because of that, I didn’t really set out to document the entire build. I took a few photos, mostly to mention a few things I experienced and that was it. Here is a link. You will notice that each section has been numbered and labeled the same way each of the part bags have been labeled, so you know exactly what you will need for each section. They also have each labeled for difficulty and time required.
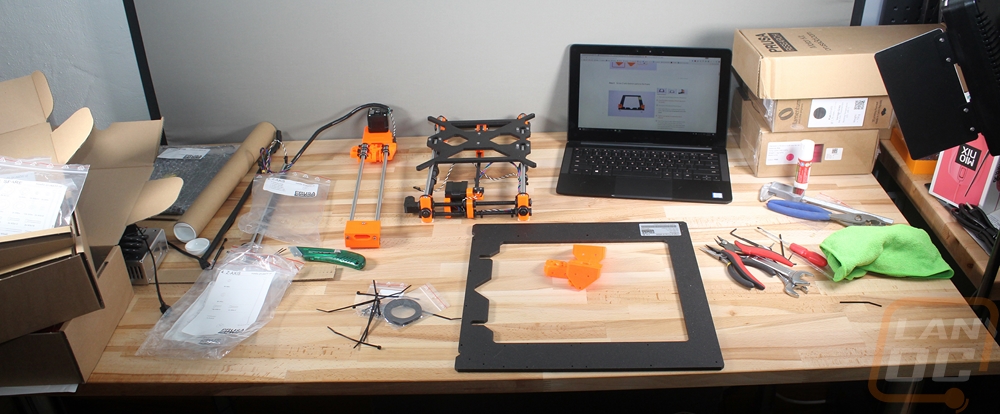
I got my laptop out and started building everything on my new at the time photo area. This is exactly what prompted me later picking up a role up build surface, by the time this goes live there will be an article on that one on the site as well. Having the parts organized the way they did helped me save space and stack the extra parts up on the sides. You basically need a full 5-6 foot wide work space to hold everything and to be able to work with a laptop open. There were a few interesting parts about the overall construction that stood out to me. For one the first section that you build that uses the threaded rods is by far the hardest part of the entire build. Once you get past that you are home free. Two unlike the SeeMeCNC printers I have worked with in the past, Prusa takes on a more traditional RepRap based idea where all of their plastic components save for the spool holder are all 3d printed. Because of that, the tolerances could be a little different from part to part, but I found that it all fit together really well other than one area around the power supply.
Another interesting thing to me was the creative use of zip ties all over the printer. I normally only use them to clean up wires but Prusa has managed to integrate them into components to hold on linear bearings for the guide rods for example. The rods themselves are zip tied in place in some areas and they are used in stuff like the hotend as well. I’m not looking down on it, it works really well, keeps costs down, and speeds up the build time. Do plan on having some spares on hand if you have to dig into the printer later on though.
I did run into an issue right in the middle of my build the two Z axis stepper motors with the tall threaded rods on them both ended up being for the left side. I had to reach out to Prusa and they shipped me a right sided stepper really quickly. I couldn’t use the left on the right side due to the cord length and they both spit different directions so the threading is different.

While waiting on the stepper to come in I did get every other component I could put together. This basically left me to install the stepper and finish that section, then install the hotend I built while waiting, and wire everything up. Total time for construction was somewhere around 8 hours but honestly, I stopped keeping track when everything went off the rails and the part was wrong. Once together I ran into a second issue as well with the LCD screen. It wasn’t working for me at all. I pulled the screen off of another printer and tried it and it worked so Prusa sent me a new LCD screen. They did note that typically the screens aren’t bad, it’s the ribbon cables that are bad. Well, when the screen came in I swapped it out and it didn’t work... After messing around for a while I found that the ribbon cable was the original problem, but for whatever reason, that cable still worked with other screens, just not the one included with the i3 MK2.
Photos and Features
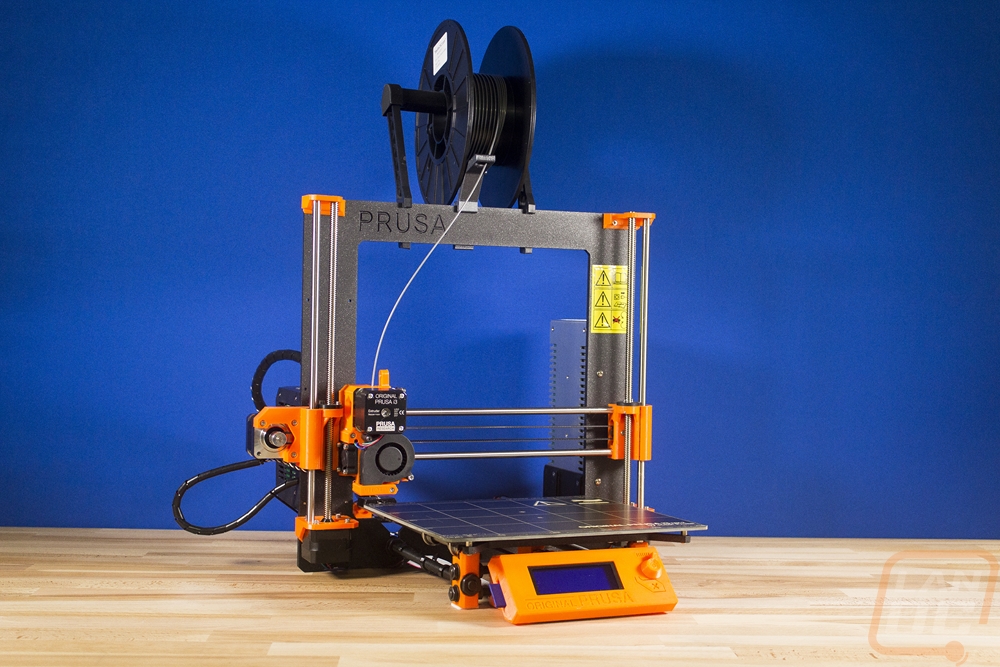
Okay in order for me to go through the details of the Prusa i3 MK2, like with most 3d printers it all stems from the RepRap community. Prusa originally created the Prusa Mendel and then from there, the revisions have been the Prusa Mendel i2, the Prusa i3, the Prusa i3 Plus, the Prusa i3 MK2, and most recently the Prusa i3 MK2S. The design has been extremely popular and because of that in the RepRap community there have been many derivatives and in the market, there are more i3 clones and derivatives than you can possibly count. That is why they push the “Original Prusa” branding. The i3 really took off because of its solid structure, ease of assembly, and its low material costs. Unlike the SeeMeCNC machines I’ve had in the office in the past this machine is a cartesian design. That is the coordinate system used in the X, Y, and Z Axis. There are a few variations on designs but the way this one works is the Y axis (forwards and backward) is all in the bed's movement. Then the hotend moves the X axis (left and right) while floating on the Z screws that move the hotend up and down.
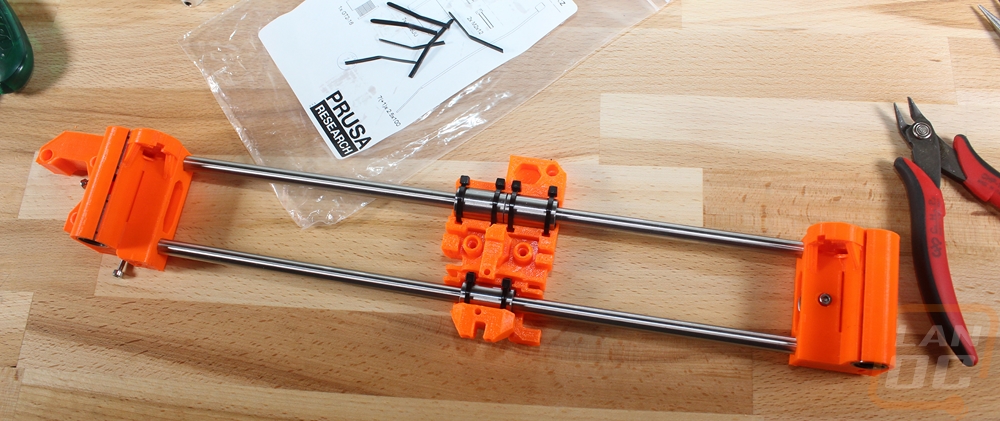
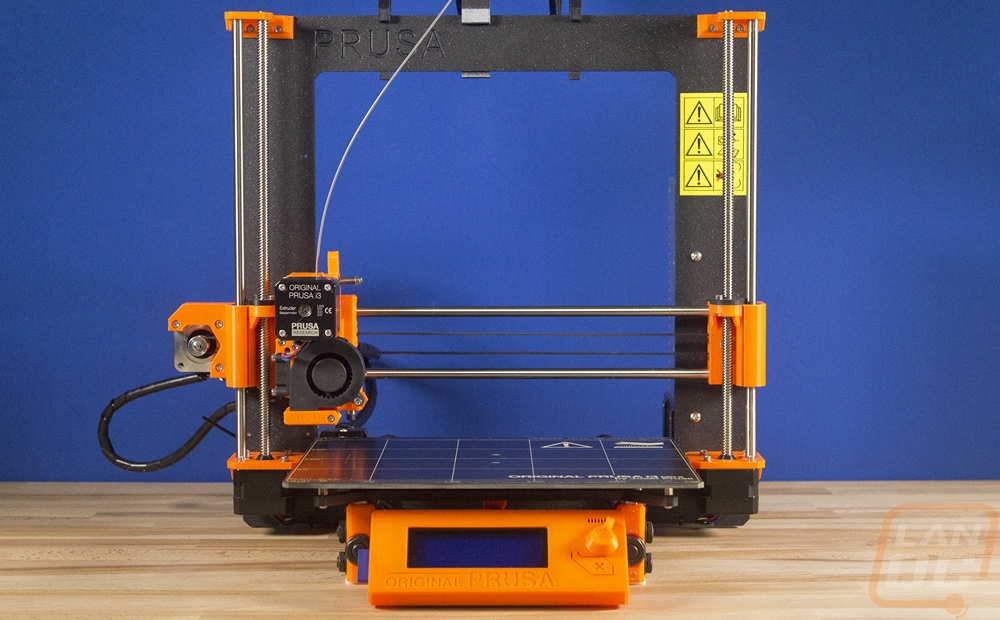
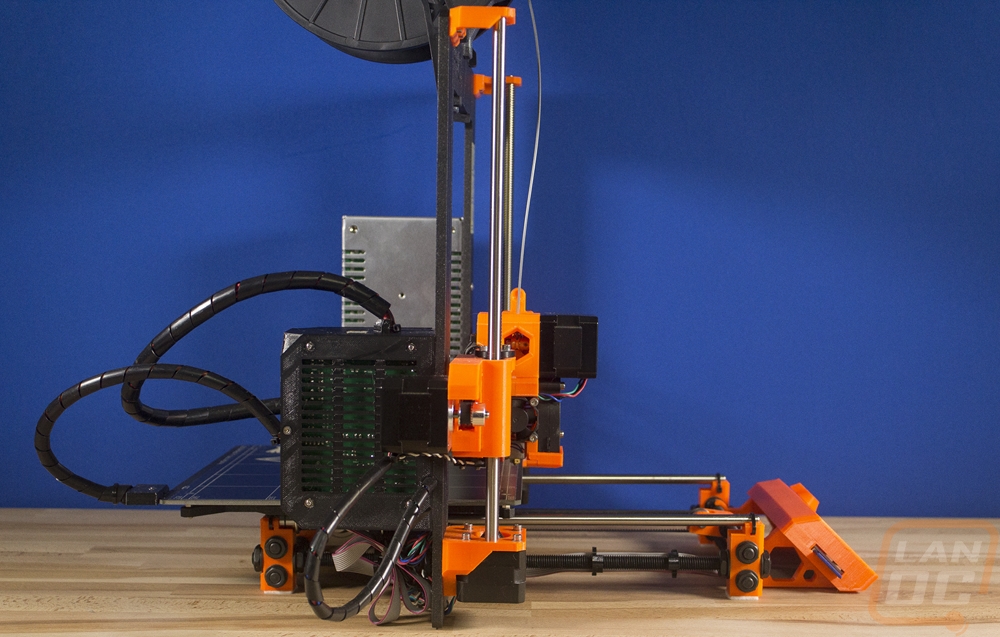
So when we look at the Prusa from the front we have a few main thing going on. There are two main structures, the Z axis structure is the steel plate that has been cut out, on it on both sides is a stepper motor with a long screw and then a smooth bar to keep everything aligned.
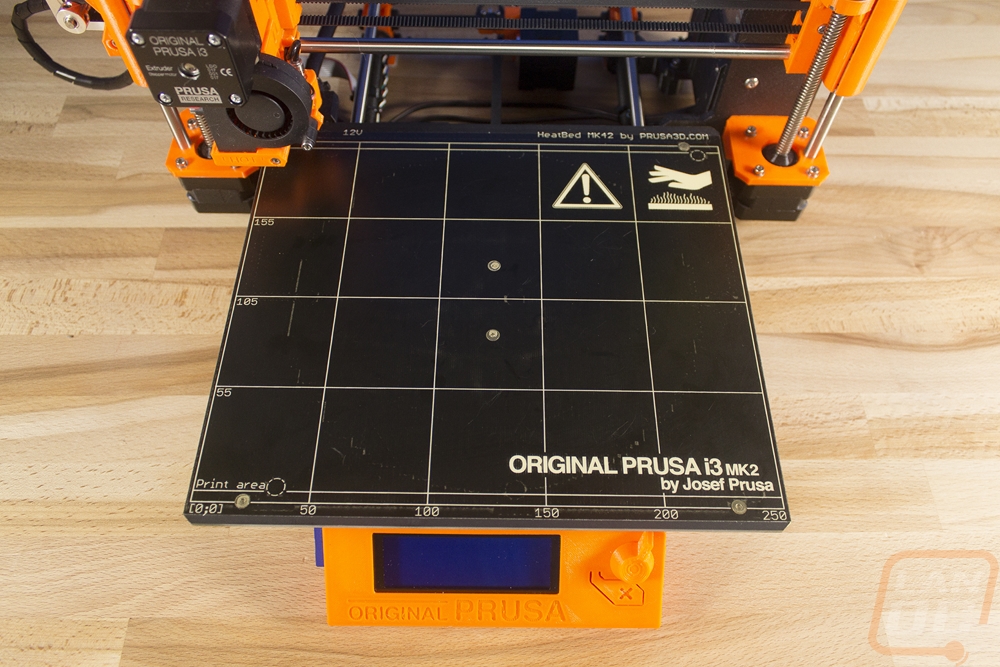
The print surface is 250mm by 210mm and you can print up to 200mm in height. The bed itself is heated and supports the temperatures needed to print ABS. Prusa advertises that the heated bed also has corner compensation that helps make sure the outside corners run just as warm as the middle of the bed. Then on top, they ship it with a PEI film on It that should help with adhesion. The bed itself is made of a composite material from the looks of it and they have placed metal across the bed in 9 spots for the auto calibration. It connects with the controller out of the back and there is a small red status LED indicator that lets you know when the heated bed is warming.

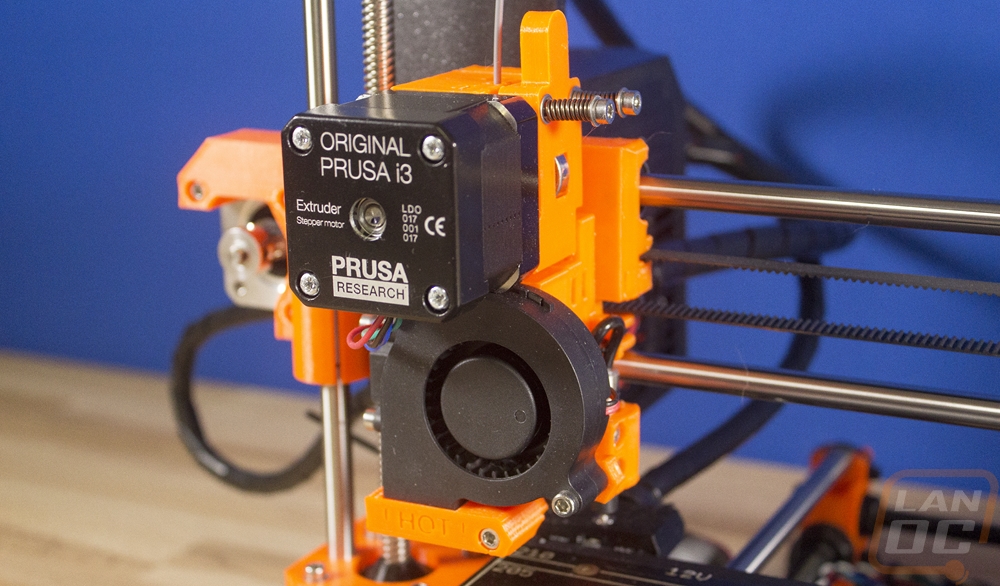
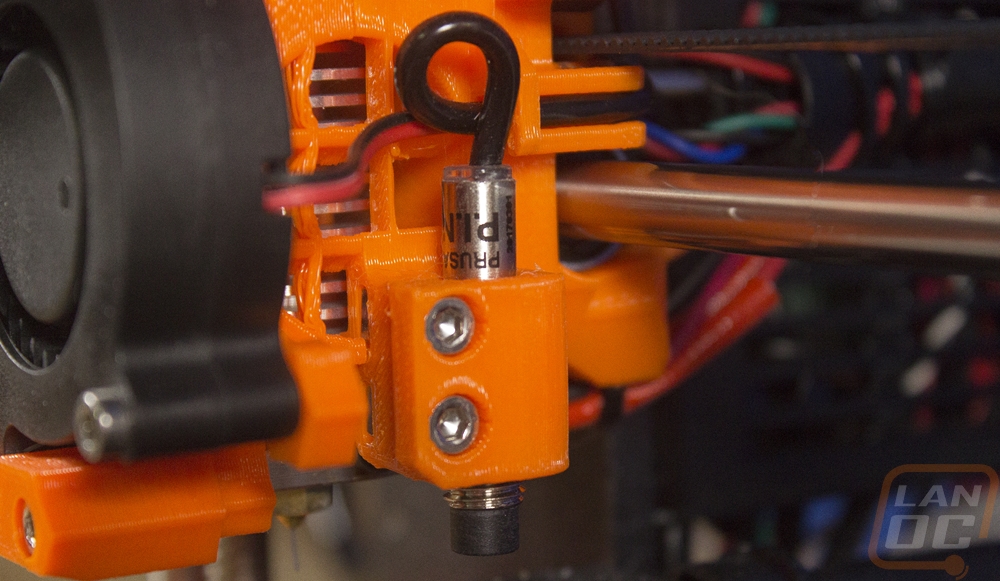
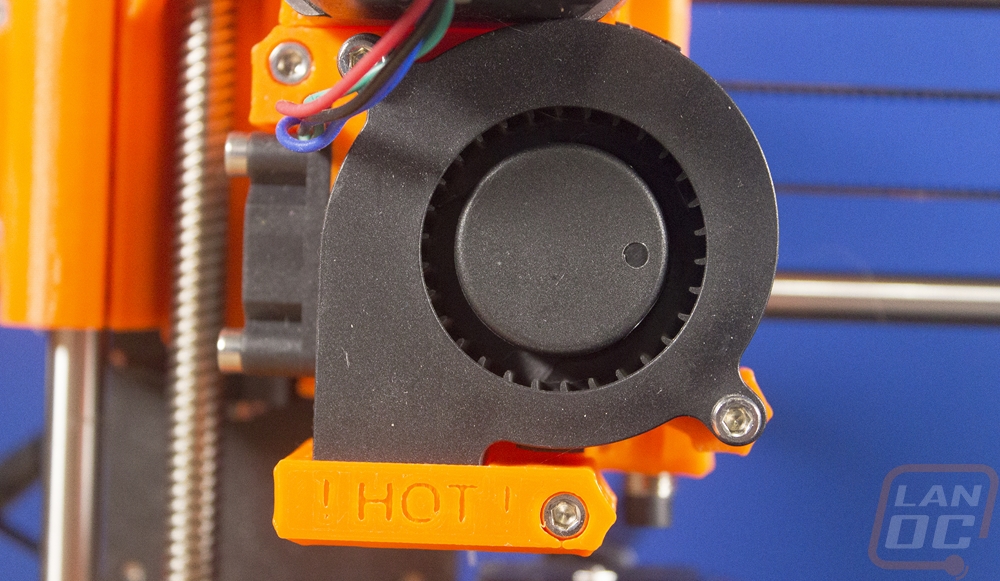
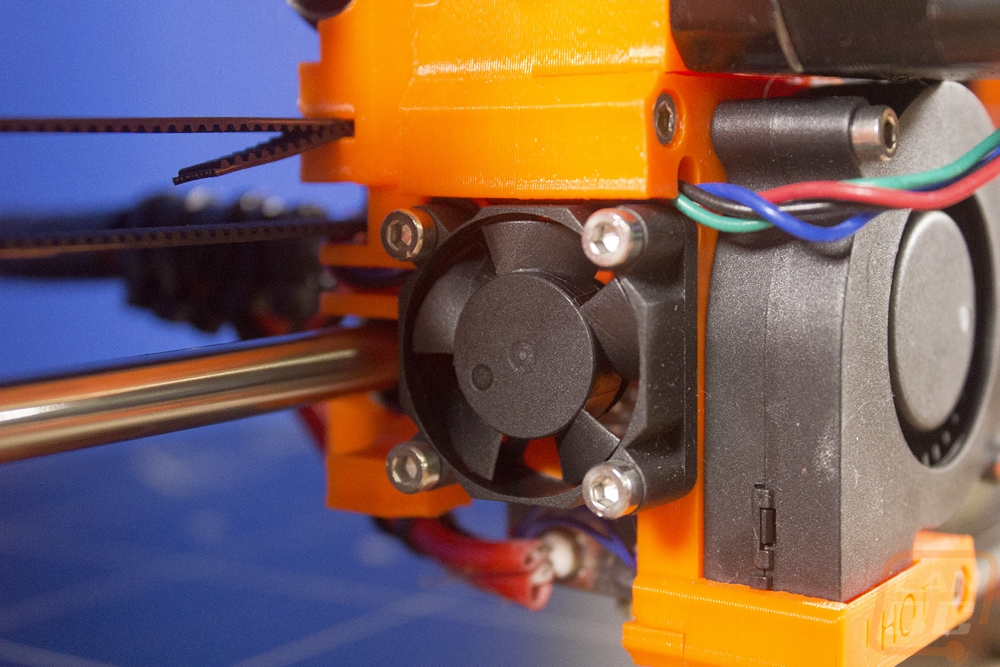
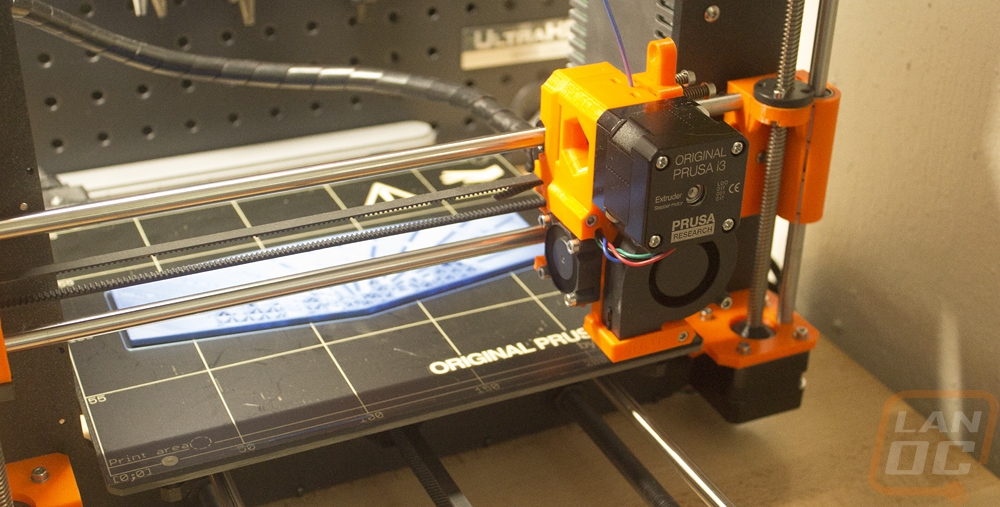
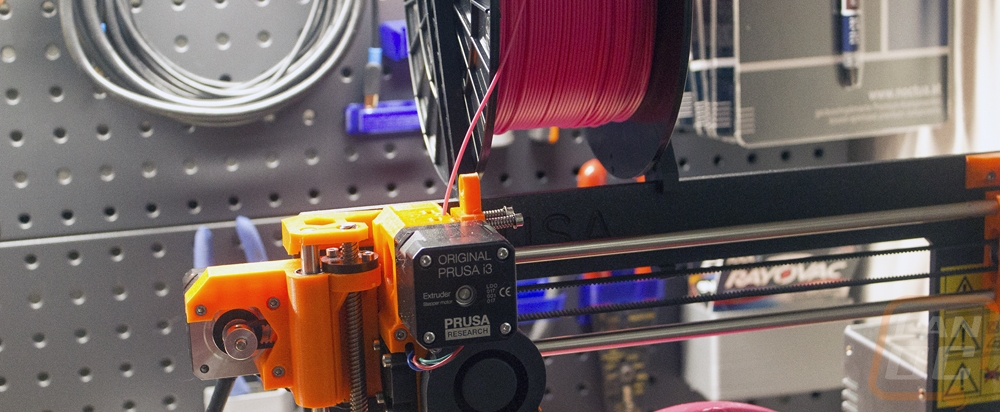
The hotend has a direct drive design. That means the extruder is mounted directly above the hotend where on the Deltas they use a Bowden design that puts the extruder away from the hot end. The shorter distance keeps movements tighter so less retraction is needed and it works better with softer filaments. A lot of the hotend is constructed out of printed parts, anything in orange in the pictures below is printed. They are using two screws with springs to keep the pressure on the extruder gear. There are two fans, one small fan on the side that blows across the hotends heatsink to keep the heat just down in the hot end to prevent jams and then a blower style fan that blows down on the parts you are printing. One of the main features of the Prusa i3 MK2S though is that they went with an E3D brand V6 hot end. E3D is very popular for their performance. I eluded to it before but Prusa has also integrated an auto calibration into the MK2S and to accomplish that they have the 9 metal dots in the build plate and then a PINDA probe on the side of the hotend. This is what detects the location of those metal plates, making sure everything is true and then setting the nozzle height.
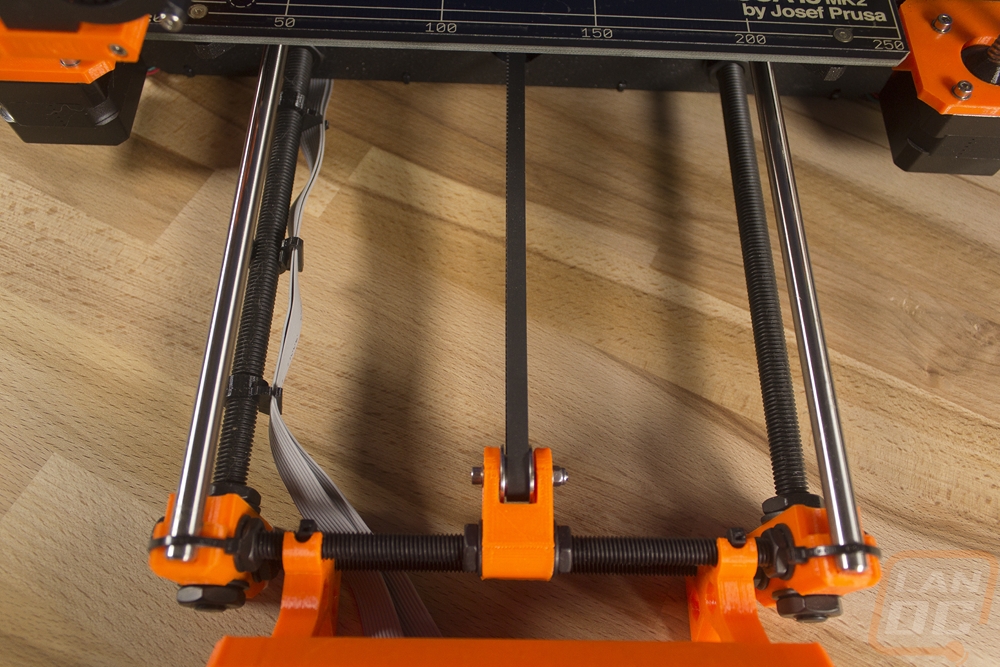
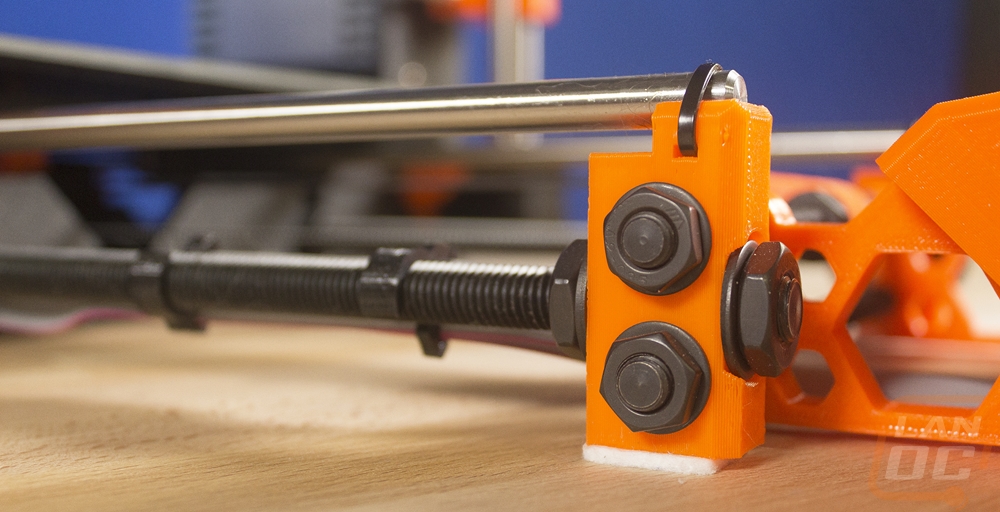
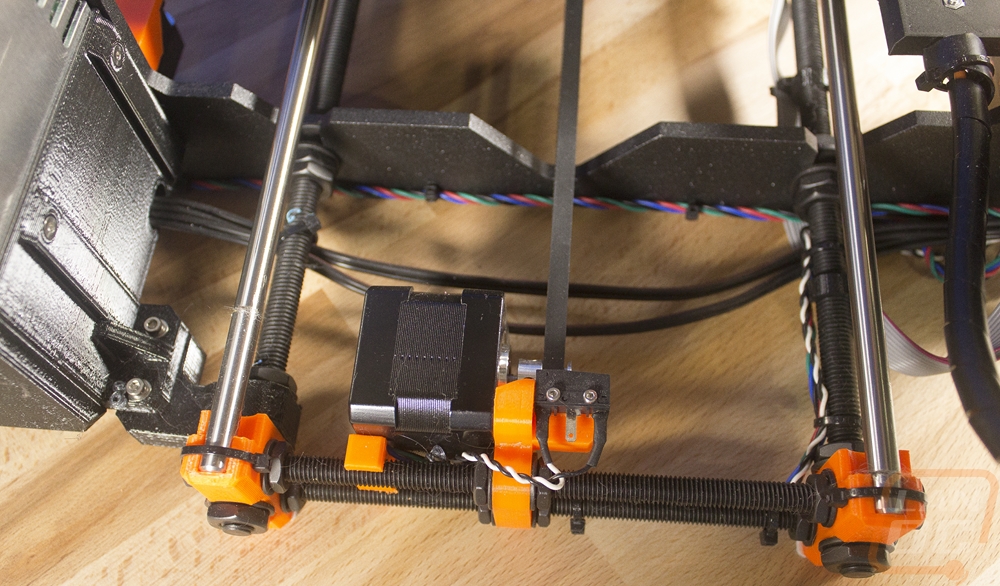
So the vertical frame was the thick metal plate, it comes down and bolts to the Y-axis frame. This frame is constructed completely out of thick threaded rods with printed junctions on each end. Then up on the top edge, the smooth rods are zip tied down and the built plate runs forwards and back on them with linear bearings. To move everything the Y-Axis stepper motor is at the back of the machine and it uses a belt with pulleys.
At the front of the bottom, frame is the control panel. This is a standard LCD screen, just like our Rostock MAX v3 uses only with a bright orange casing around it and Original Prusa branding on the front. I love how bright the screen is. The knob design isn’t my favorite but I’ve been getting used to it, then just below is it a cancel button in case of an emergency. On the left side, the screen also has an SD slot. Prusa also includes an 8GB SD card with the printer as well along with a few prints pre-loaded.

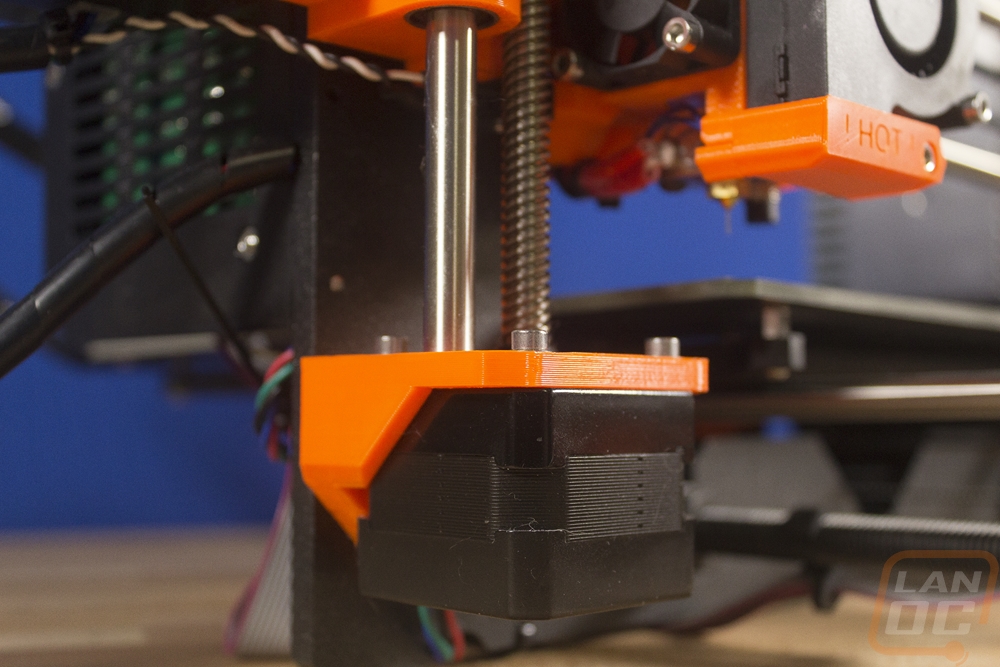
The Z-Axis is driven by two steppers, one on each side mounted down on the bottom. Unlike the other two axes, this one uses screw drives. The entire X-Axis is hung from the two steppers including the extruder on the hot end and the stepper motor on the left side of the X-Axis so the two steppers help with the additional weight and also allow for some small compensation for a miss aligned bed.
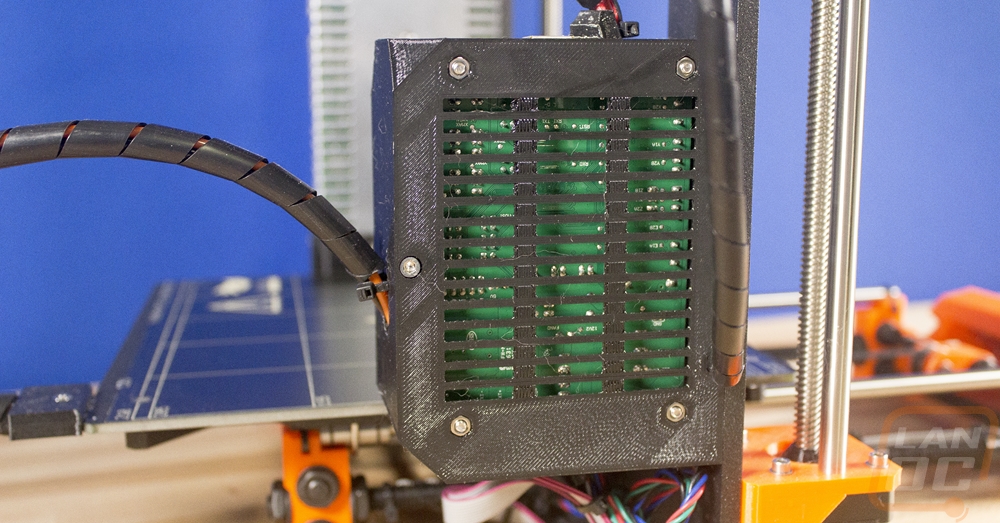
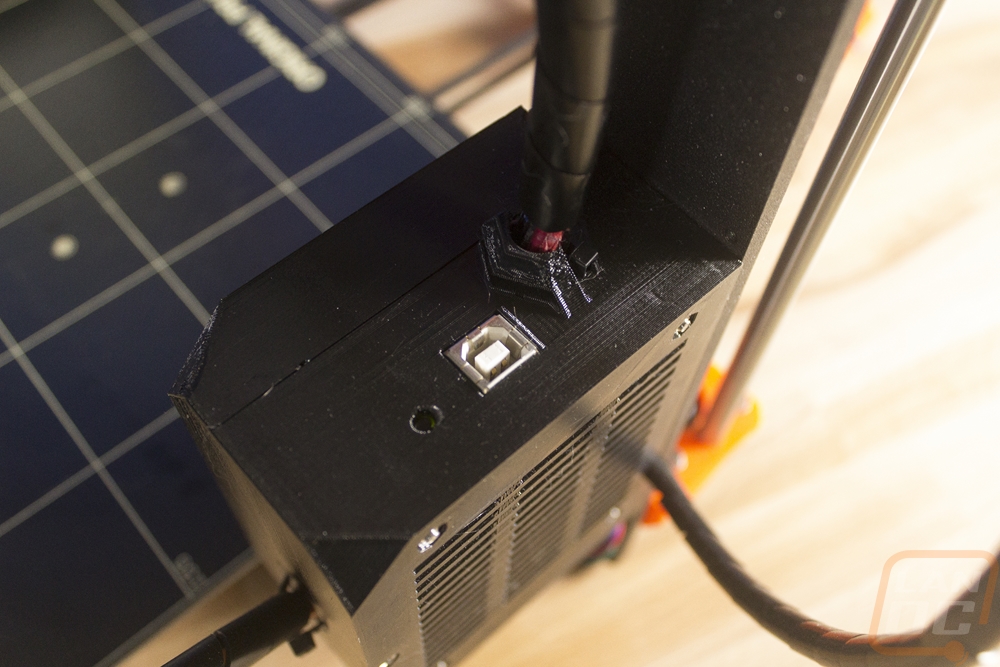
To control everything Prusa went with a RAMBo board from Ultimachine. While there are a few new options on the market the RAMBo has been the golden standard for high-quality controller boards for a while now. It's really good to see that Prusa went with a quality board, not a cheap knockoff. Also interesting was the mounting solution. They have built a 3d printed enclosure that hangs off the back of the top frame. The enclosure has a single bolt that locks it closed but you can open it up and have full access to hooking everything up. You can see that going out the back of the enclosure are the cables for the heated bed, also inside of the cable wrap is a thick plastic line to keep the line from bending too tightly and causing issues with the cables. Then out of the top all of the cables for the extruder run out of a similar setup with cable wrap and a solid line. That one has a few additional cables for the extruder stepper motor, cables to power the hot end, a thermistor, and the PINDA cables for the auto calibration. Out of the side, the cable for the X-Axis stepper motor and an end stop switch. Then last but not least the rest of the cables run out the bottom. This covers the LCD screen, the Z-Axis steppers, Y-Axis Stepper, and the power coming from the other side of the printer in the vertically mounted power supply. The top of the enclosure has the USB port out of the top as well along with a small hole for the result button.
So here is the power supply. This is exactly the same power supply our Rostock MAX v3 runs only Prusa has taken a little bit of the work out of everything. When they ship the kit the power supply comes with the printed end already on it. They have pre-wired up the outlet and switch along with all of the cables that run over to the RAMBo. It’s weird seeing this on the outside of the printer but I like the endcap solution that keeps all of the connections hidden and keeps the wiring that someone could actually hook up wrong hidden from inexperienced users. This open design should also keep the power supply cool and unlike the Rostock does not require a fan because it’s not enclosed so that should help with sound.


Software
As important as the hardware is it is always the software that will make or break you. Most 3d printer companies rely on 3rd party software to run their printers, at most contributing to the development and working close when they can to make sure everything is supported well. For the most part that is enough to get the job done but as I have learned over the years, companies that invest more in software typically come out ahead in the end and let me tell you software is expensive and it doesn’t show up on a bullet point marketing list for a product. So when I first started testing the Prusa i3 MK2S they had two programs that you could use. They work closely with Slic3r and include a Prusa version of the software with their printer but with the recent introduction of their Multi-Material upgrade, that same software has two versions, one for the standard Prusa and another for when you run the four color configuration. Along with Slicer, they have an add on program for doing multicolor prints and then ANOTHER program for when you want to run your printer via USB. Frankly, right from the beginning, it was really overwhelming. Especially coming from printers running on Mattercontrol (that is admittedly not my favorite software, but it at least will print VIA USB) or Simplify3D that works with nearly everything including the Prusa.
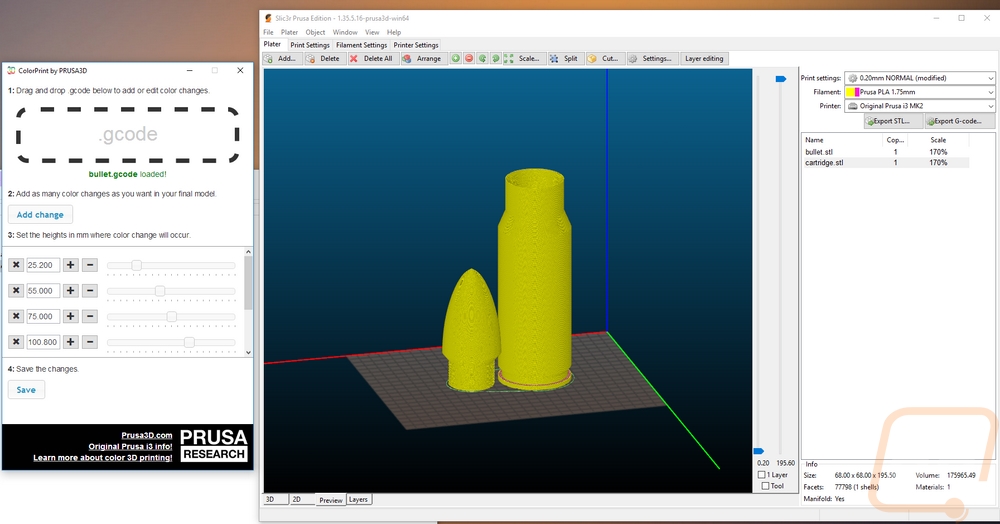
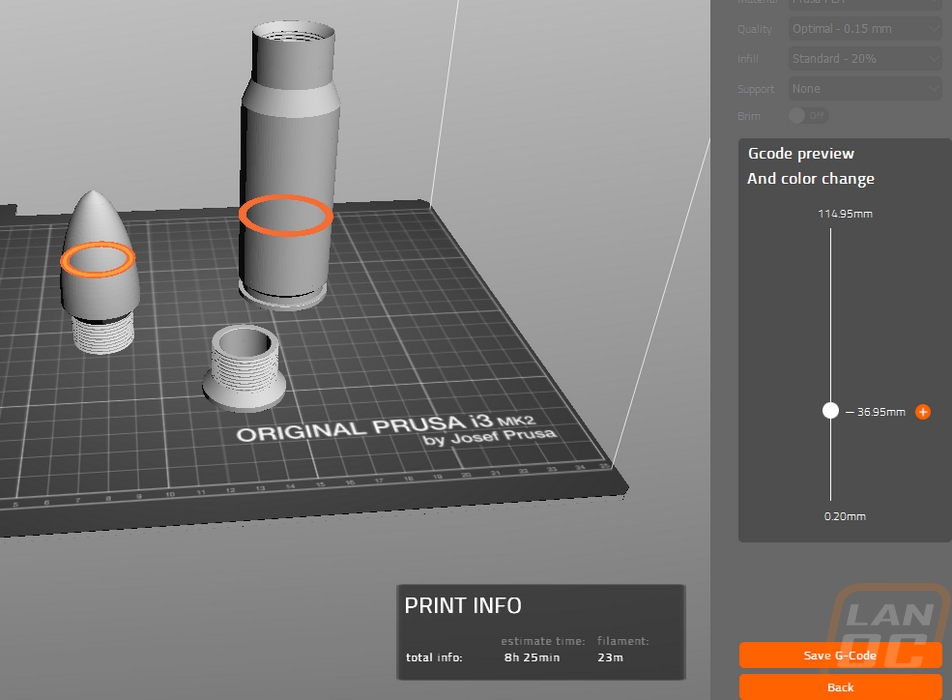
Just to get it out of the way, the ColorPrint program is extremely simple and was made completely by Prusa. You drop your gcode up top and then just tell it what layers you want it to stop and notify you to change the filament. Of course simple doesn’t always mean it works well. In my one and only test of it, I put in a single color change but it changed that notification to do a color change after every... single… retraction… Because I was low on the filament that I was using and because the print was otherwise turning out great I actually sat there and babysat it for over two hours. Trimming the end of the line and reputing it back in after it ejected it, cleaning the purged plastic then doing it over again. I almost went insane. Plus look at all of the plastic wasted, more than I was even going to use in the first place. (after writing this I did figure out that there is an updated version called MultiMaterial PostProcess that is included with the driver download, I’m sure this one doesn’t have the same bug but I did want to still include the story of my pain, that way my frustration wasn’t for nothing)


The print did end up looking amazing though so I guess it was worth the time. I don’t know if the issue was a bug or what, but I don’t think I will ever do that again. Next time I will manually add it into the gcode myself or just pause and swap.

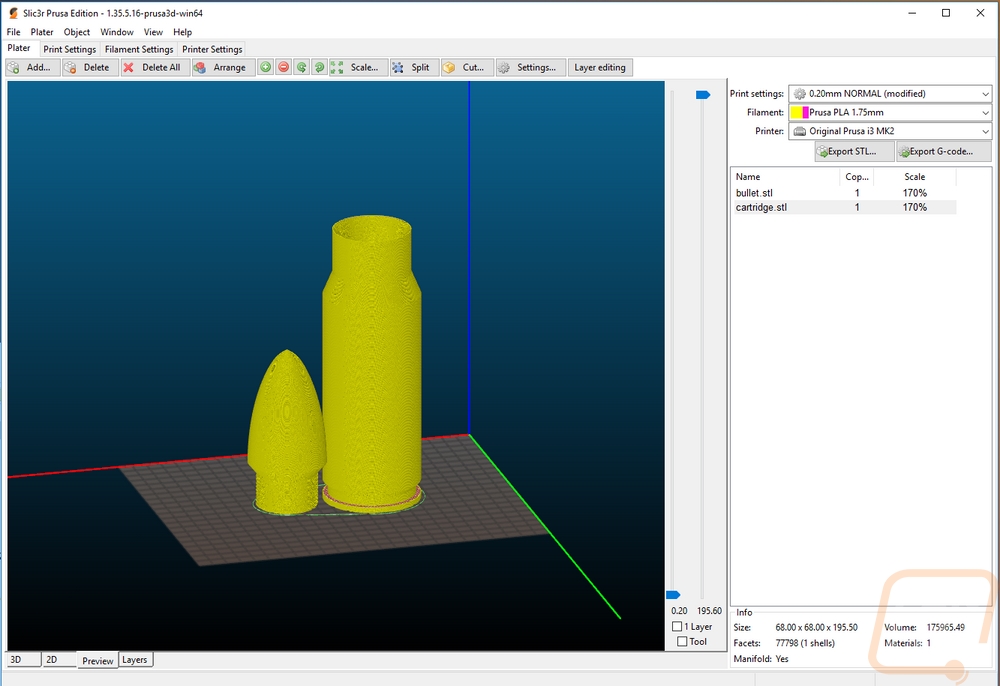
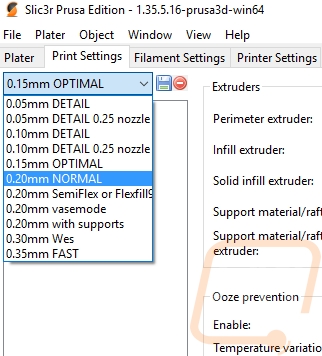
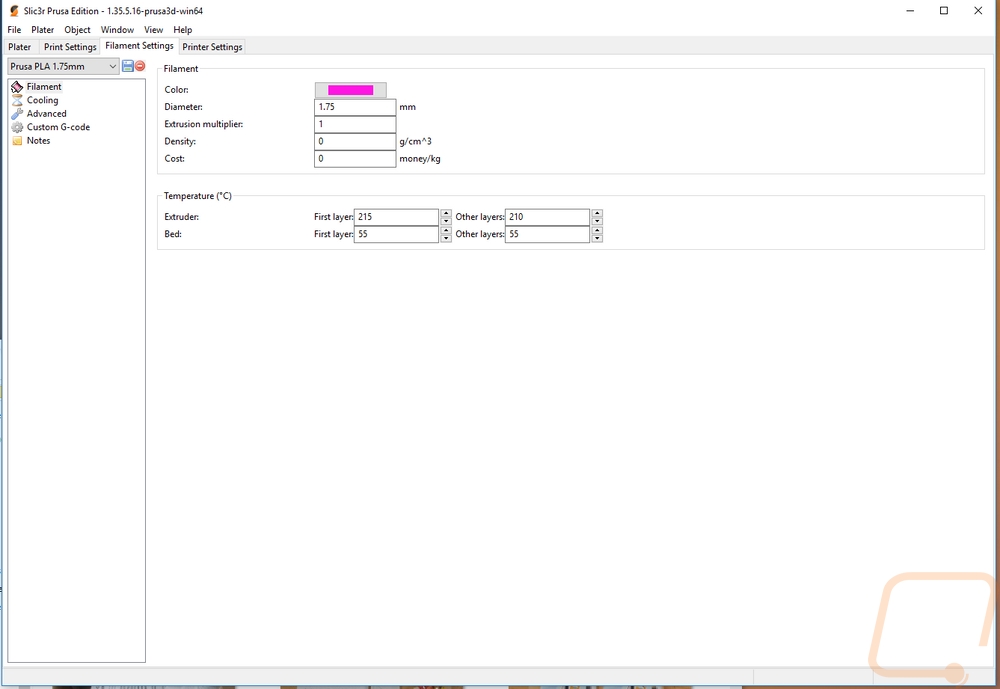
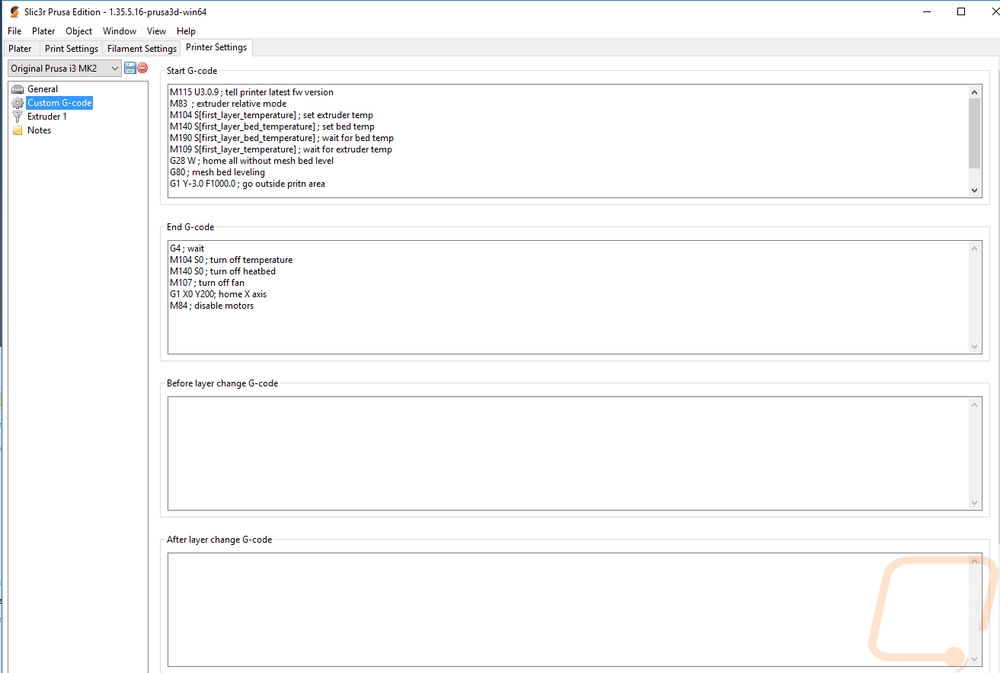
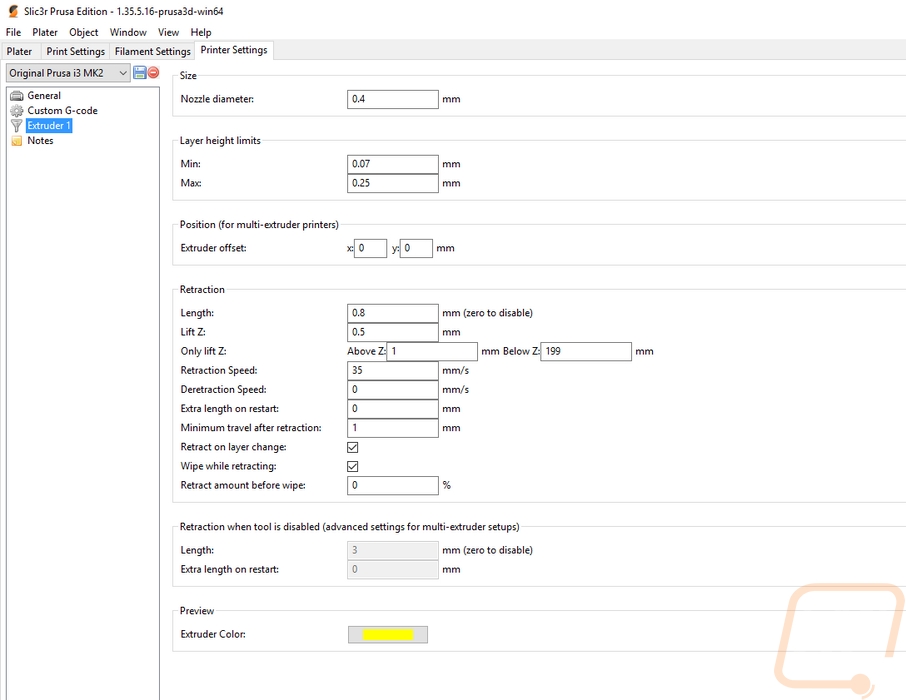
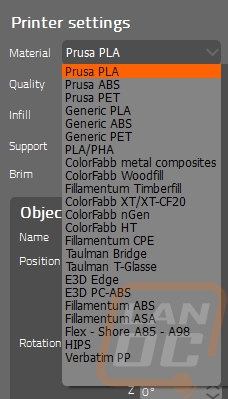
So anyhow moving on to Slic3r, for the most part, it worked just we well as what I was used to. In some ways, it has a lot of features and I love all of the pre-programmed profiles for different filament types. Like Simplify3D it does full 3d renders and lets you cut down into them to make sure everything is how you would like it.
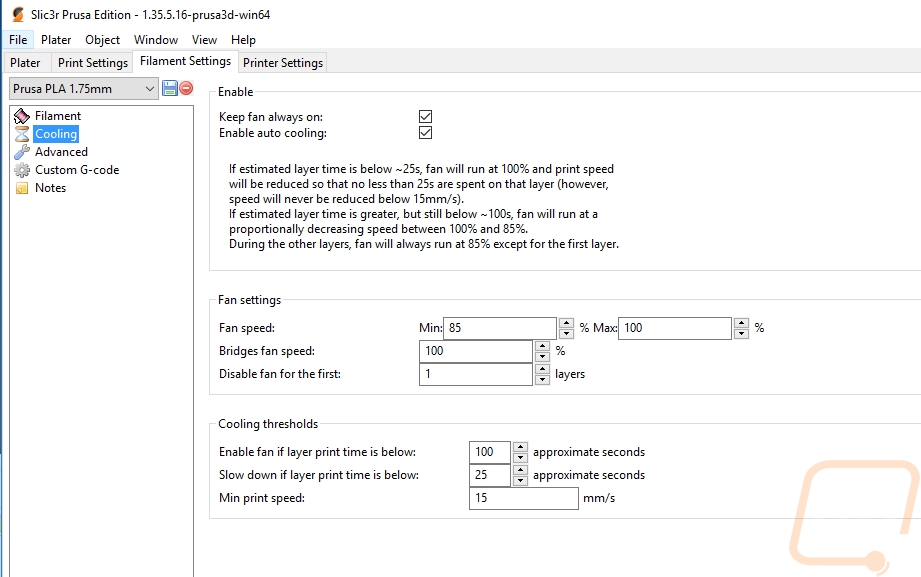
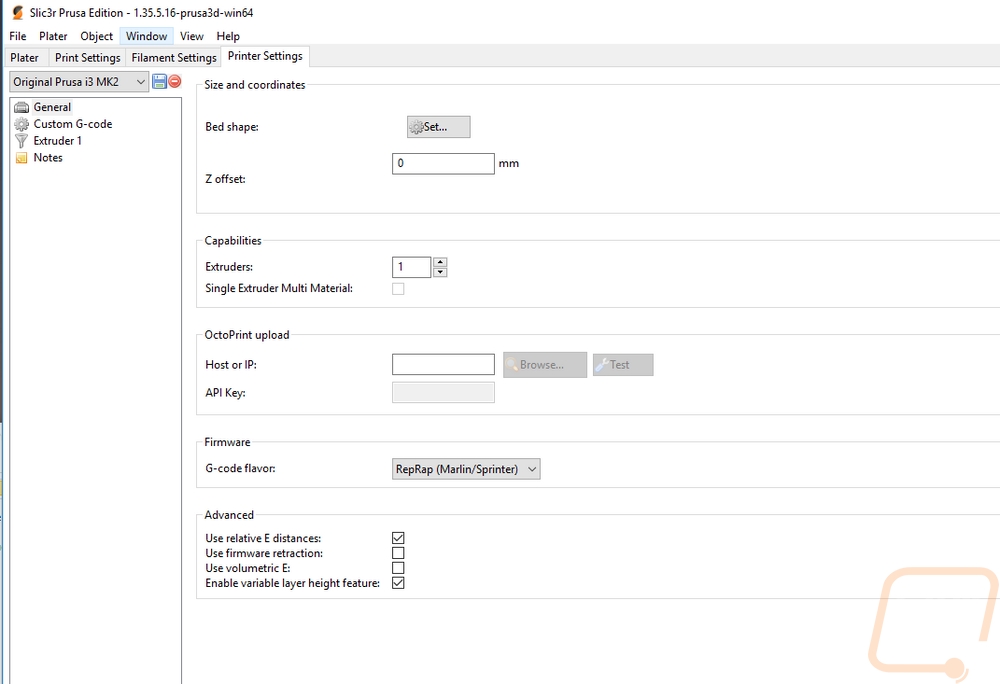
Here is a look at the settings menus, I’m not going to go through what each tab has or does but like I said all of the settings that you could ever need are there.
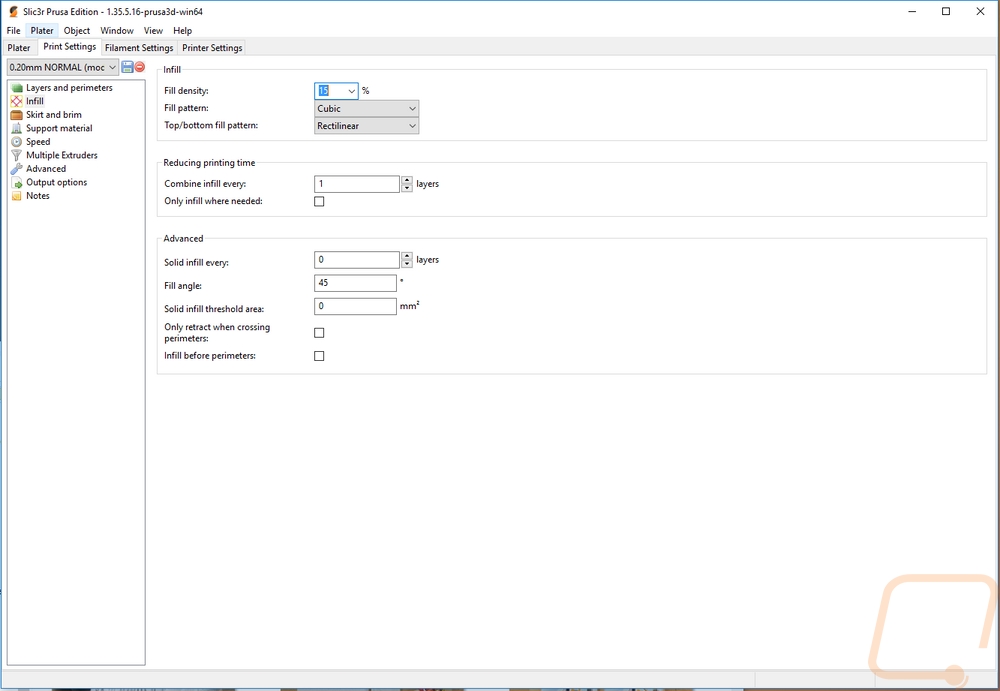
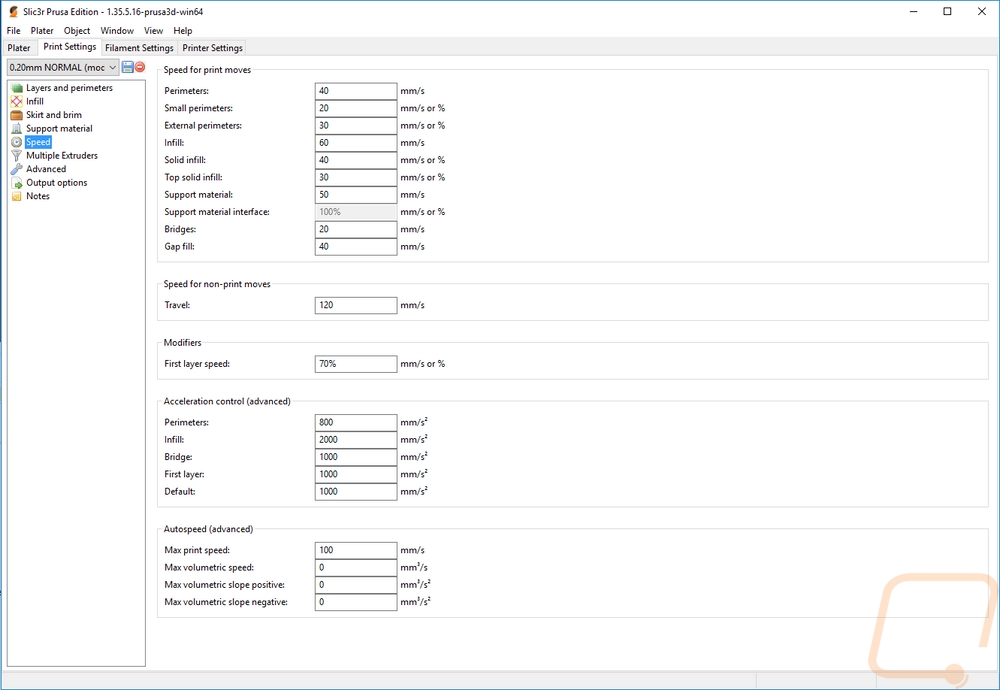
Beyond not having the built-in ability to send files over USB to the printer, I did run into a few other issues in my testing. So while you can resize, move, split, and everything else. You can not for some reason rotate a print in Slic3r. This seemed crazy to me everything else I have used allows for it. This became a problem a few times. So if you need to fit a larger print on the print bed you can’t tilt it to make more room. More often you will also run into prints that aren’t orientated the right way or in a way that will print how you would like and need to move it, you can’t do that. You also can’t adjust a flat print to be flat on the surface because of this.
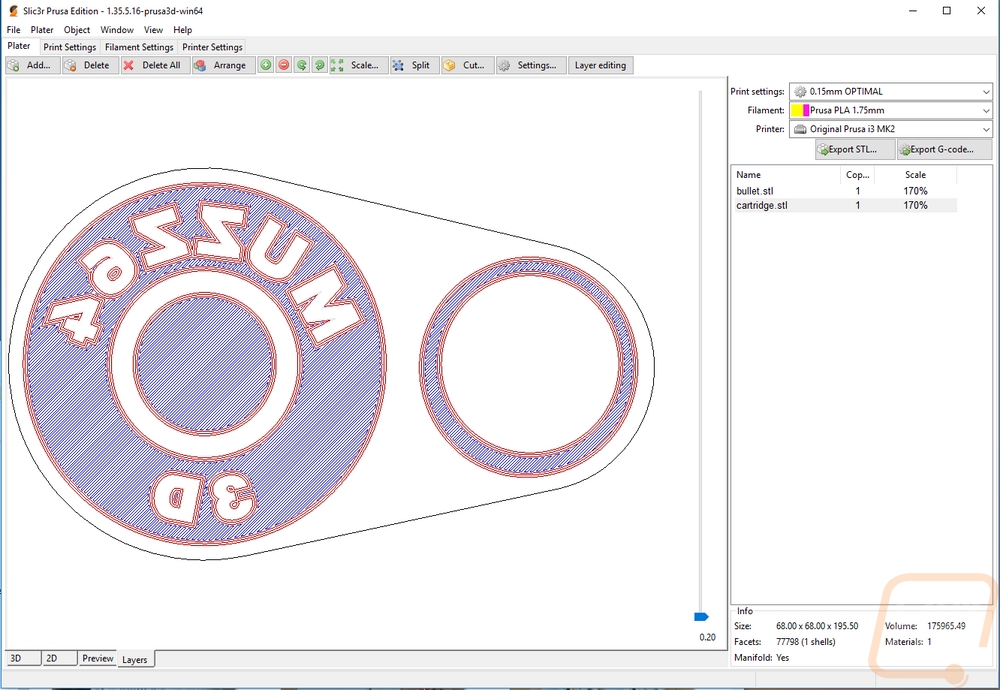
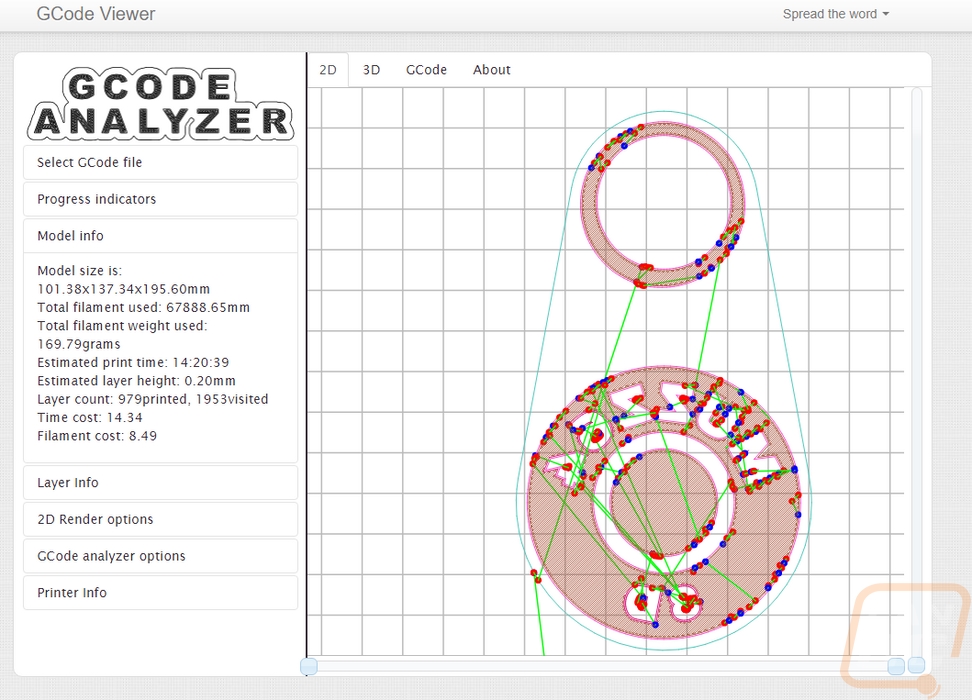
The other issue I ran into was simple but complicated things, the slicer doesn’t give you an estimated print time. It gives you a size and a few other details but things like how long will this print take and how much filament will it use are missing. I ended up having to spend a lot of time exporting gcode then uploading to gcode.ws online to see the print time and material usage. Then go back into Slic3r and make a change, over and over again. In the end, it is so incomplete that you have to use two add in programs and a website to get everything you need. Not even including needing to have an STL editor around to rotate when needed.
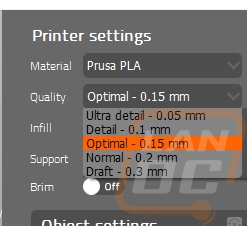
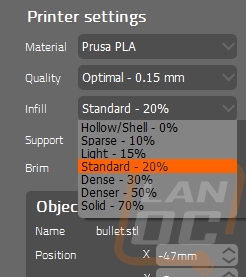
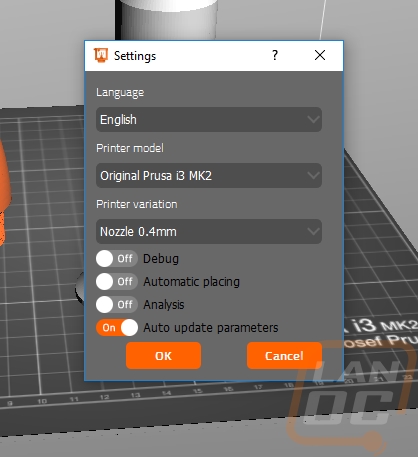
Because of that, I was really excited to see the announcement of Prusa’s own software called Prusa Control. Not to be confused with the Prince song that is close in name. This came out about half way through my testing and I tried it out immediately. What I found was interesting. The software is amazing, but it is dumbed down for an entry level user. The settings don’t let you tune anything beyond setting the quality, infill, support, and material. For a school or a company who might have in experienced users trying to print this is perfect. Even for a new user to get started it work, but I can’t help but think you would be left needing more sooner rather than later. I stopped using it right away because I needed to tune by extruder output a little and it wouldn’t do it on this. Ironically though, it does allow you to flip your prints, unlike Slic3r. It also has a simple way to add color changes as well. If Prusa keeps developing this and add advanced features it is going to be an amazing program. Until then I will use the incomplete but still more tunable programs.
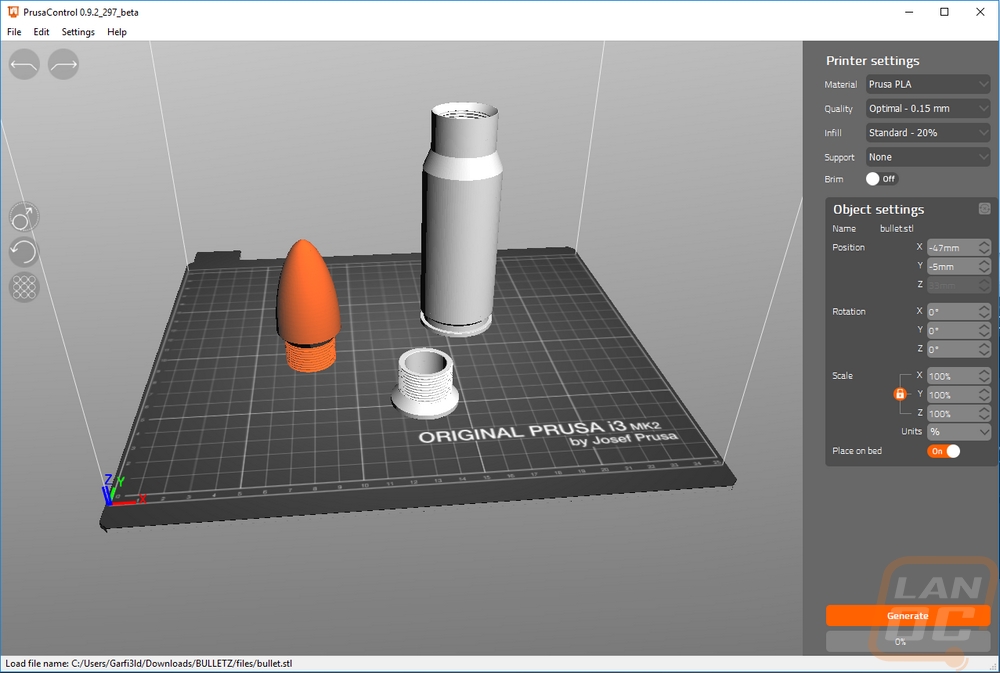
Below is every single option you can change in the software, including the settings menu where you can set the nozzle size.
Performance
For performance testing, I basically started in immediately after getting the MK2S up and running. I started by printing a 3d benchy but it failed. My next print was a pegboard hanger that I needed for my workbench to hang up my new Anemometer (wind speed readings). This one worked but as you can see there was still something a little off. Because of that, I started checking things and I found that the extruder was over-extruding. This gave us the thick layer lines. I measured out 100mm’s of filament, set the MK2S to extrude 100mm and then measured how much farther it went. With that, I did the math and adjusted the extruder down.
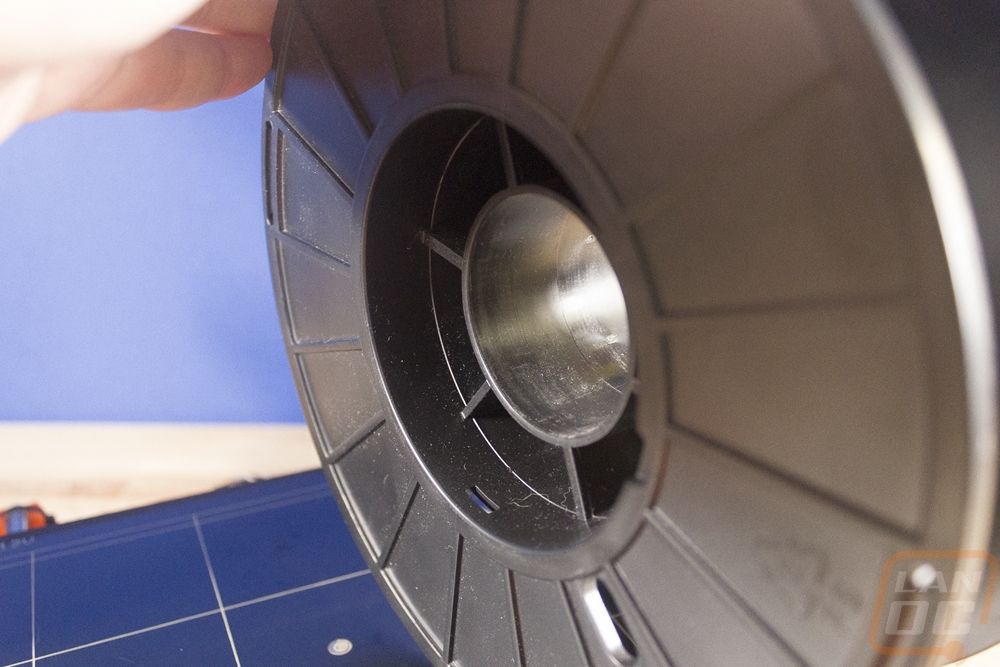
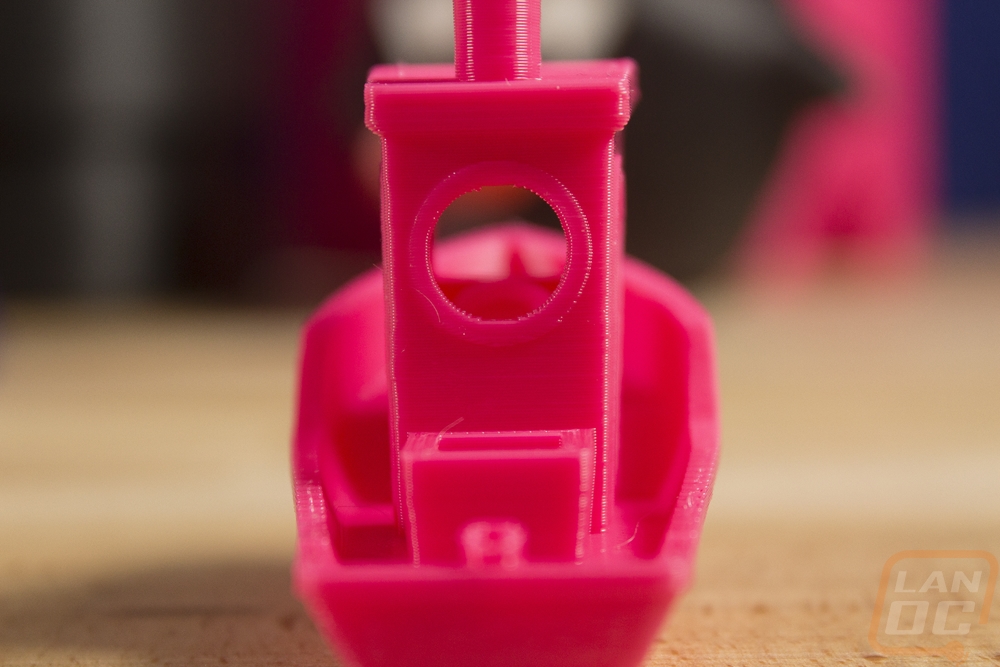
While doing all of that I was going to try one of my other filament colors out but I found out right away that the spool holder up on top of the printer wasn;t going to work for me. Basically, it uses two small nubs to hold on to the spool and this works well with what the printer came with. Most of my spools have a large hole on one side and a small hole on the other, so they wouldn’t sit on this setup. I searched around and found a hanger design I liked and printed it. The design required supports so it gave me a good chance to check out how well the Prusa works with supports. The answer was really well.

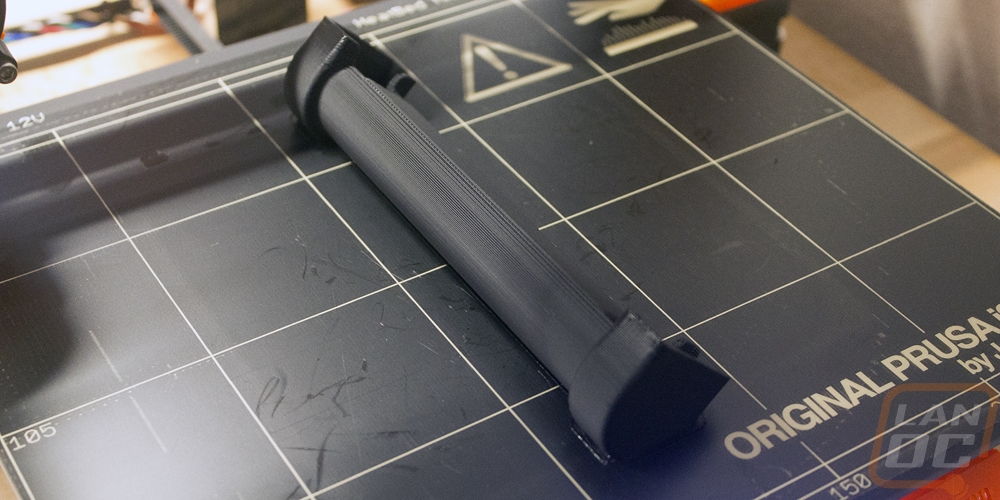
Sadly though this hanger design, while good, didn’t work for me. It was a touch too lose and would lean because of that. Then the plastic itself wasn’t strong enough (not enough infill) so it would bend even more. Each print I would put the spool all the way to the left and it would move over and almost fall off each time. Because of that, I found a new design that used the original spool hangers. This design sets the original hangers out wider to fit any spool then slides over top of them giving a rod for the spools to spin on. Let me tell you, it has worked well through all of my printing.


For those curious here is what the spools look like that caused me issues.
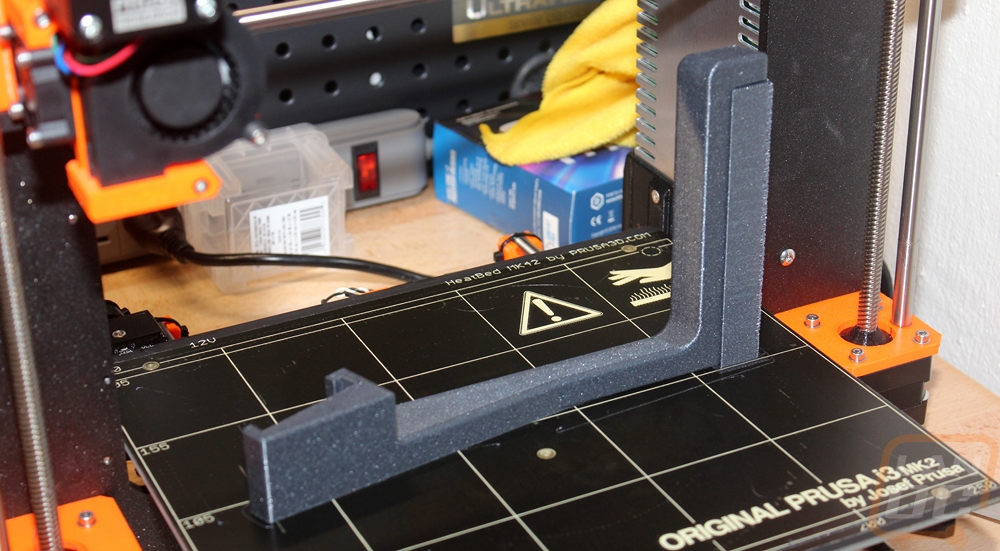
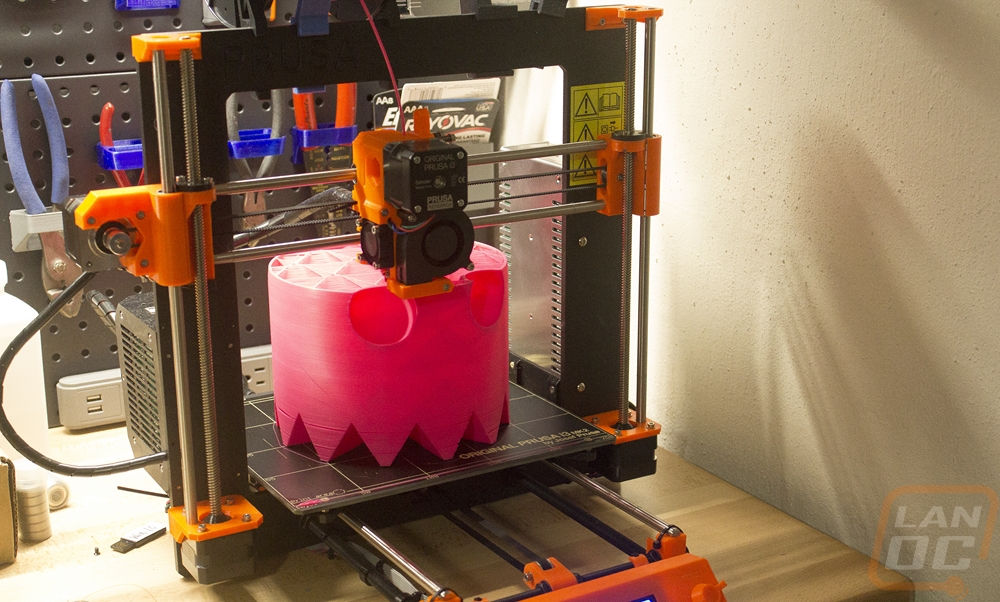
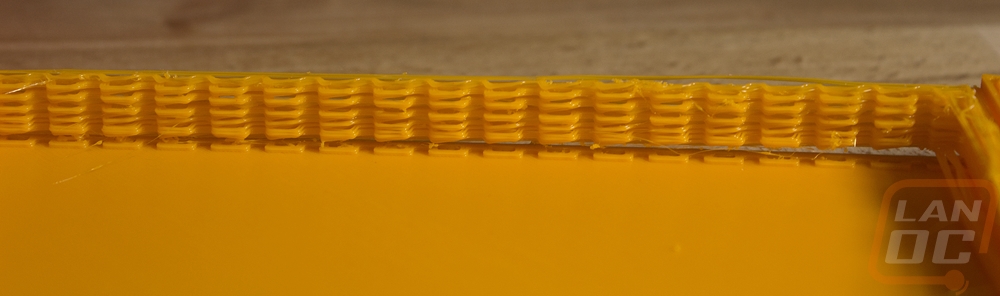
I did run into another issue that required another part printed as well. Because of how close the spools hang from the top of the printer and because of how high up the extruder goes when you print a tall print you end up with the spool pulling grabbing and causing the extruder to not be able to pull enough filament when printing. Here was a large print that it tugged and did this about an inch from the top. There are other issues with the print, I will get to those here soon, but look at the really thick lines just above the eyes and about two inches above the first line.

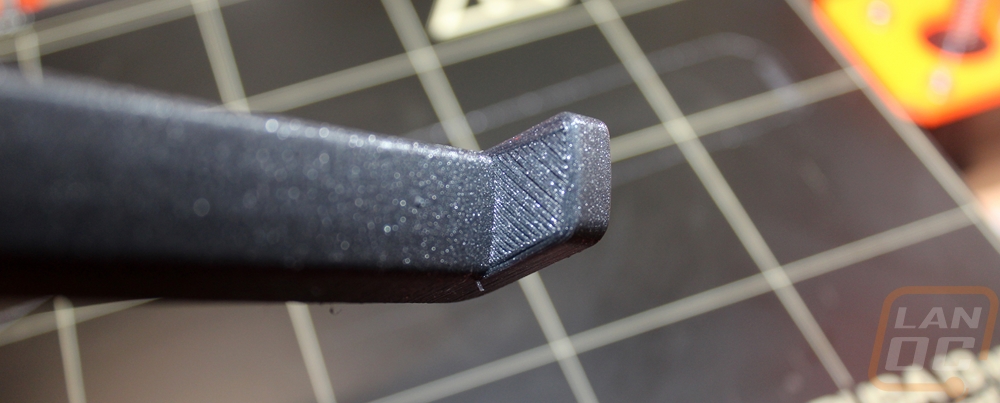
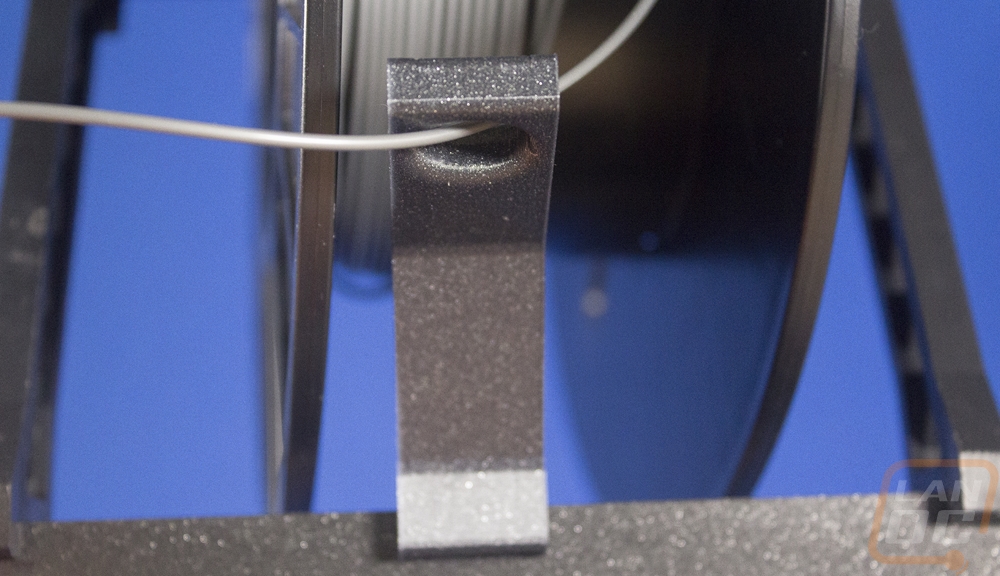
To fix this issue I printed a filament guide that clips on to the top of the printer, keeping the line coming off of the spool centered. This design worked but there are a few others that will work as well. Using a Bowden tube would also fix this issue, but I actually found it really nice to not have to feed filament through a tube each color change so I did try to avoid adding it back.
So I finally thought I had everything running smooth right? Well not so fast, remember the lines along the bottom of the huge packman ghost. Well, I couldn’t pinpoint the problem at first and it started to get worse. What was happening was anytime it would retract it would start to jam then clear up and print fine again. So things with a lot of retraction would get small sections of under extrusion. Check out this benchy.
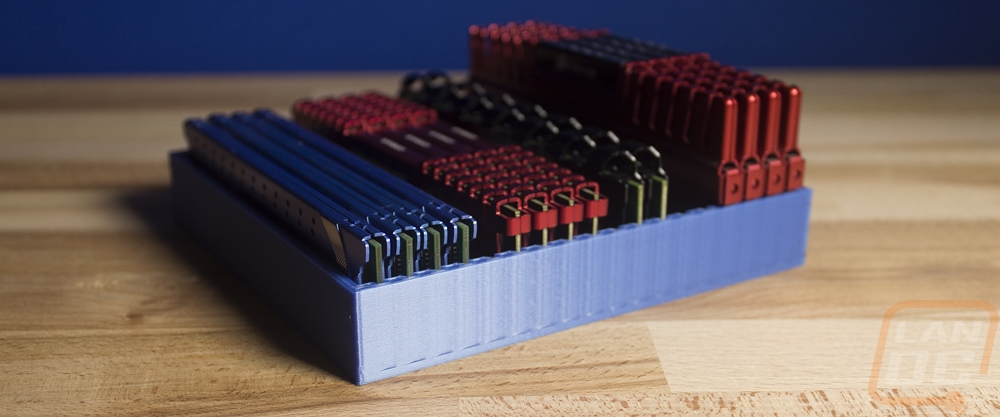
It got really bad when I needed to print a memory tray for Gigabyte and around the same time printing fidget spinners for my niece and nephew. I just couldn’t figure it out, it seemed like a retraction issue but I was running stock settings. I reached out to Prusa support and they gave me a list of suggestions, all things that I had already done. Then I started looking into what my retraction setting should be. People including Prusa were suggesting nothing over 1mm but for some reason mine was set to 4mm. As it turns out, at the time the Multi Material upgrade used the same shortcut and it was giving me the settings for it. Updating to a new version of the software got me back up and running with the proper retraction setting.
Here is a correctly printed memory tray that I made for our friends over at Techgage.com
It was at this point where I really started to go crazy printing. I had basically been dealing with big and small issues for a month and a half between waiting on the LCD screen in the build, the extrusion setting, the retraction setting, the spool holder, and the filament guide. So with it running good, I had so many things I wanted to print. Sorry about all of the photos.

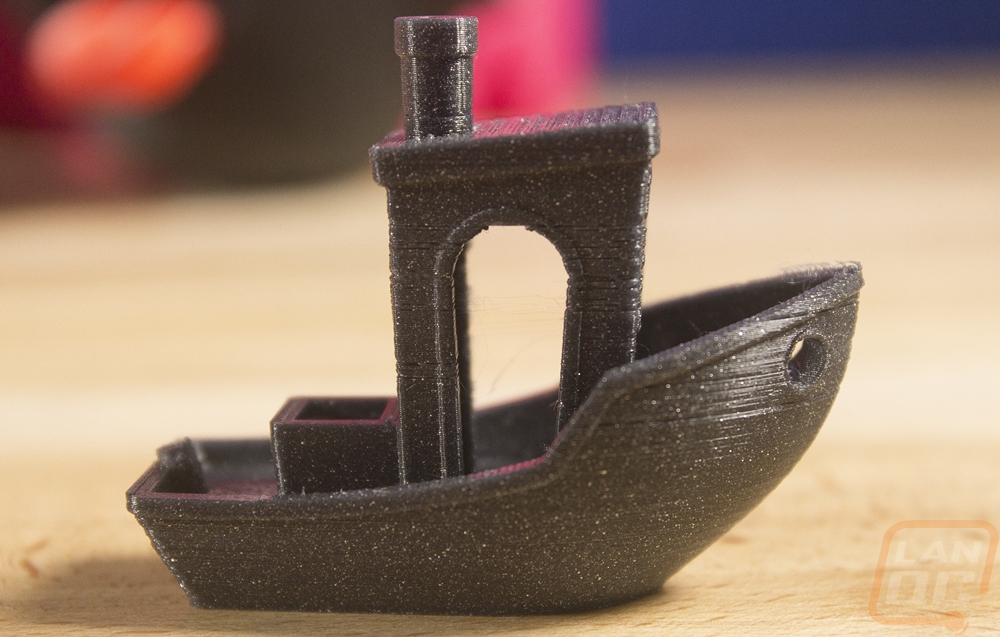
Here is a benchy with the issues fixed, running completely on stock settings. My bottom layer is a little smushed, but that is how I prefer it to be. The sides of the boat are smooth, the stack is perfect meaning cooling works well, and even the arches and window look good. The only issue was a slight bit where the plastic doesn’t touch the anchor hole in the front.



You guys might remember the clock from my Nixie clock article. I printed all of the original parts on that on the Prusa. The clear front panel in the picture below was done on the Rostock though.

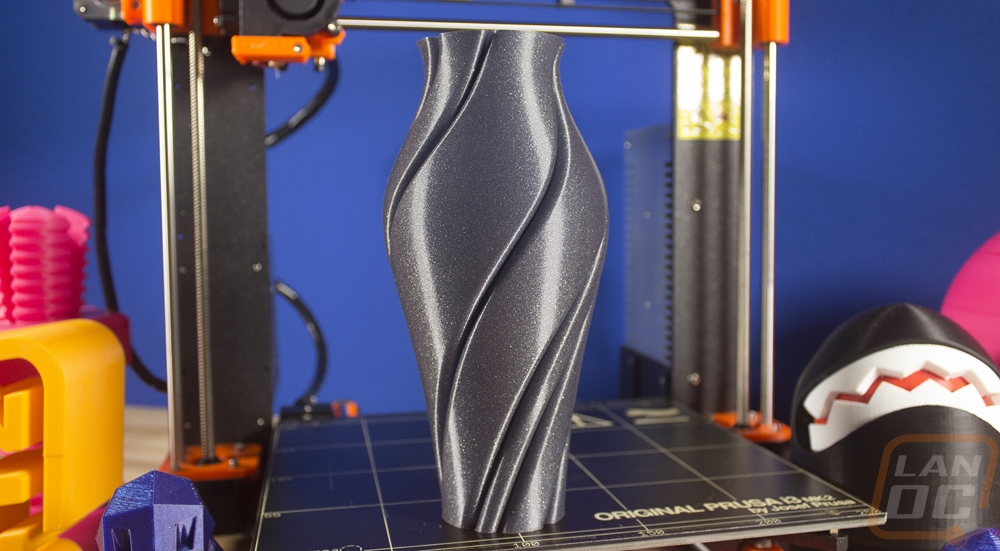
The filament that Prusa included with the printer was amazing, I’m really in love with this Vertigo Gray. It has a ton of flake in it, I just wish I had more. It really brings out curves in your prints. Especially this vase.

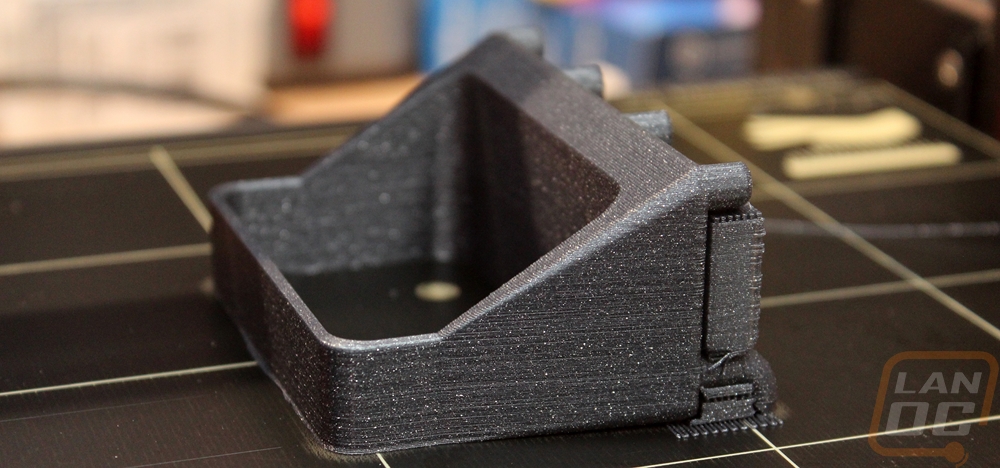
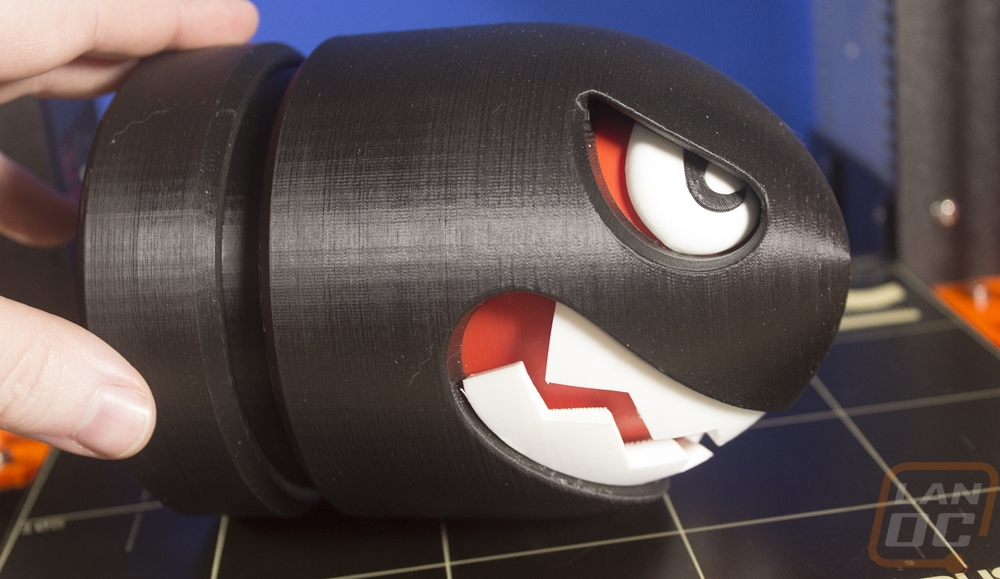
What really surprised me was the build surface though. In all of my prints, I only had a few times where things didn’t stick to the bed. In fact, more often than not I had a hard time getting prints off the build plate. This was without using the including glue or hair spray like I normally use. I just cleaned the surface any time it got my oily finger prints on it. Check out the bottom of this bullet build print. This print, by the way, came out amazing with its three colors!

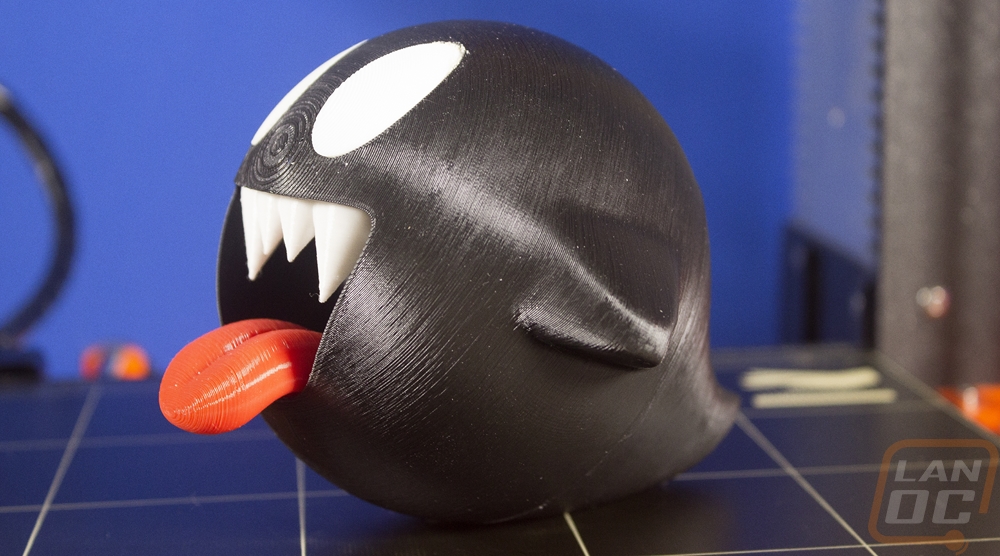
The Boo came out great as well and stuff like its tongue only had a small surface area to touch the build plate.
Now as always I was printing trinkets at my wife’s request all of the time. She loves owls, so I printed this one in the Prusa pink.

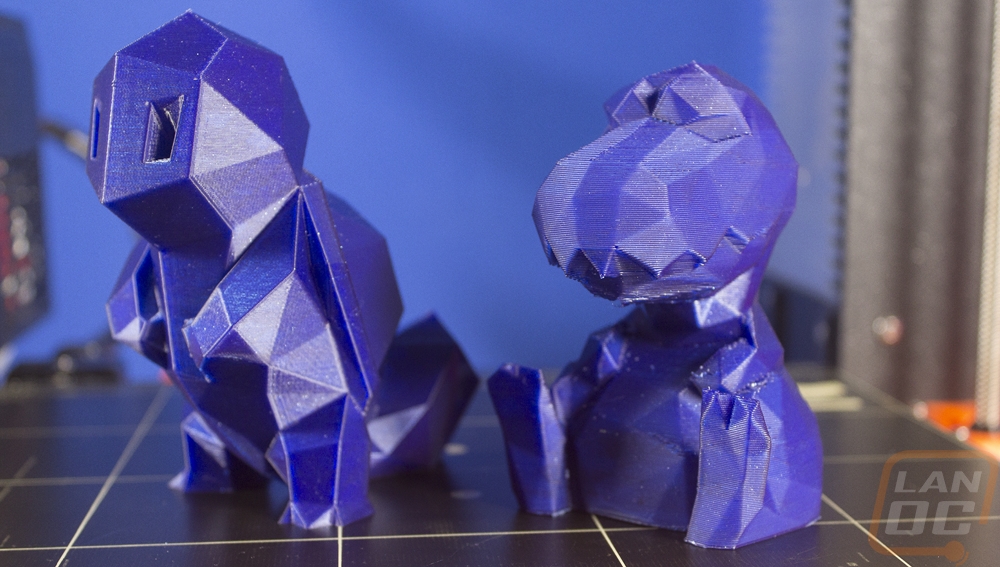
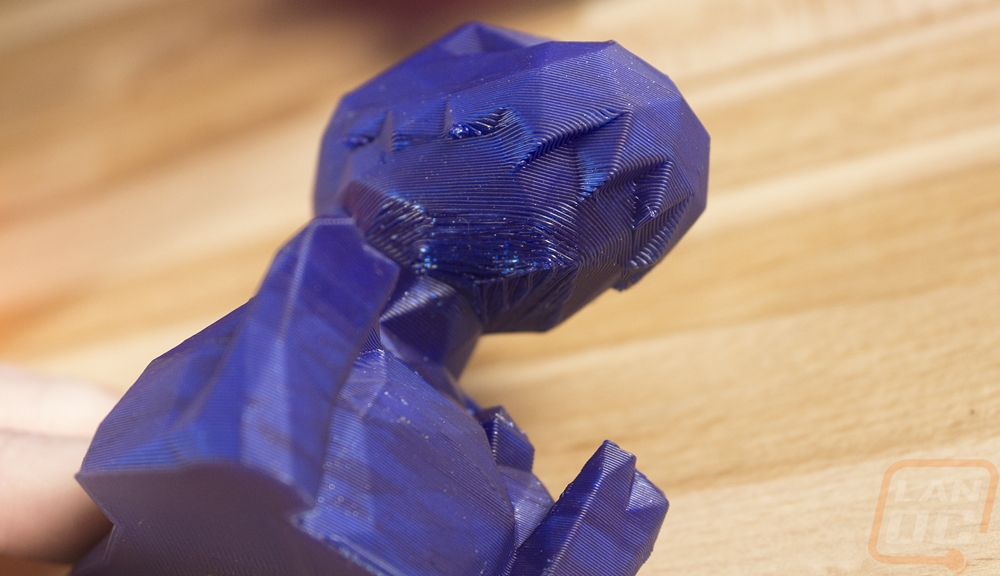
Then just a few days ago I printed both of these in the Atomic Filaments transparent. It is called Starry Night and it looks amazing. The Dino required supports and I was really worried that they wouldn’t work with a completely new filament. The teeth all had supports and came out great. Under the chin looks a little rough though, a little bit of drooping. The Squirtle, on the other hand, didn’t need supports and came out perfect. There were a bunch more that I printed, but honestly, I couldn’t find them all when trying to get photos of everything.
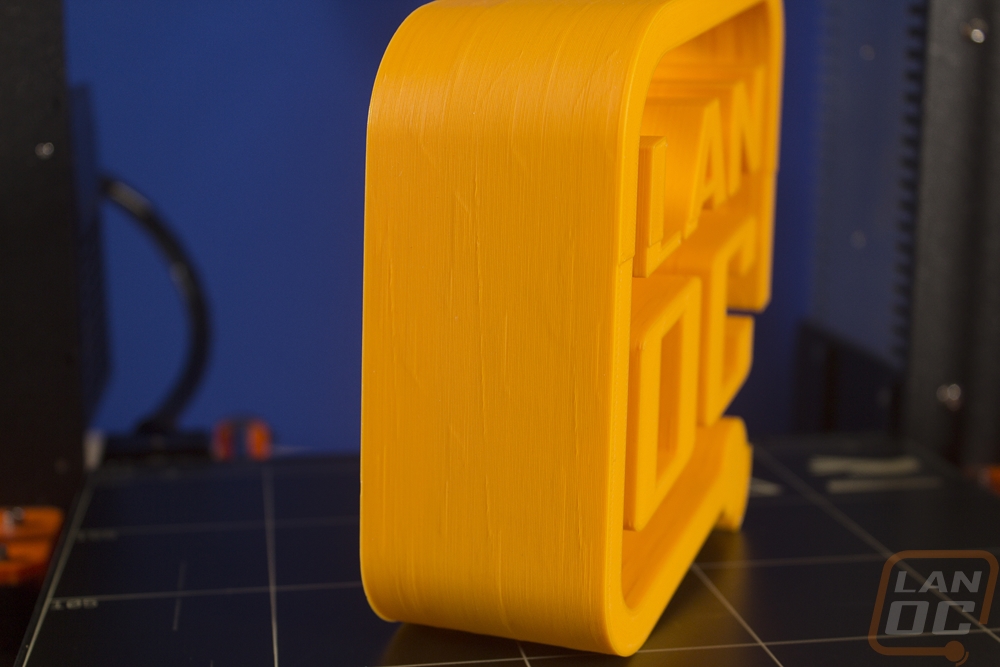
I did slip in a large LanOC logo and this print wasn;t looking 100%. For starters, my original design needed to be rotated and Slic3r wouldn’t do that. I tried to rotate it in Fusion 360 but even with 360 in the name rotating it wasn’t easy. So the file ended up slightly off, I think this played a role in the way the sides looked but I also think I need to add an additional outer wall, some of the lines were from the infill.

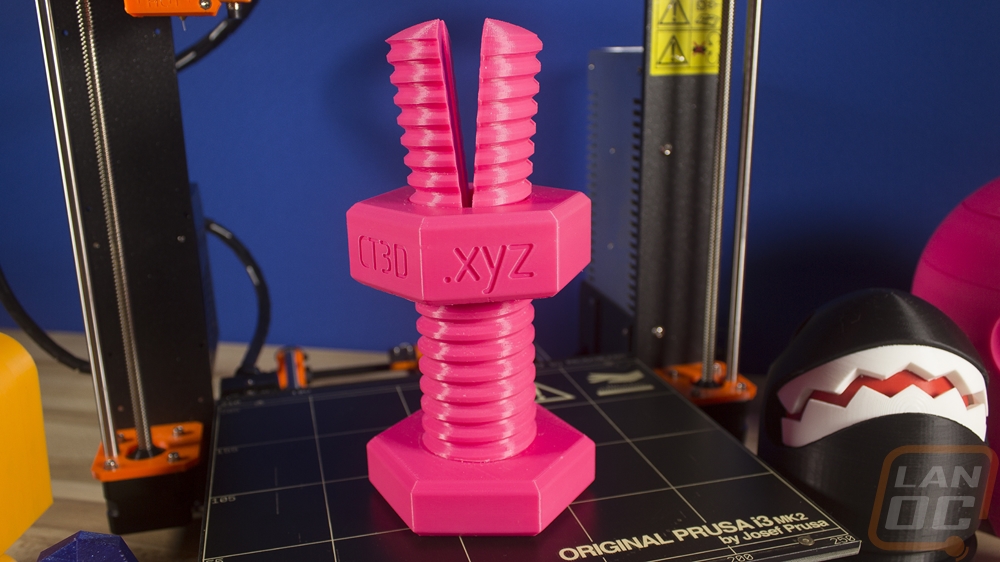
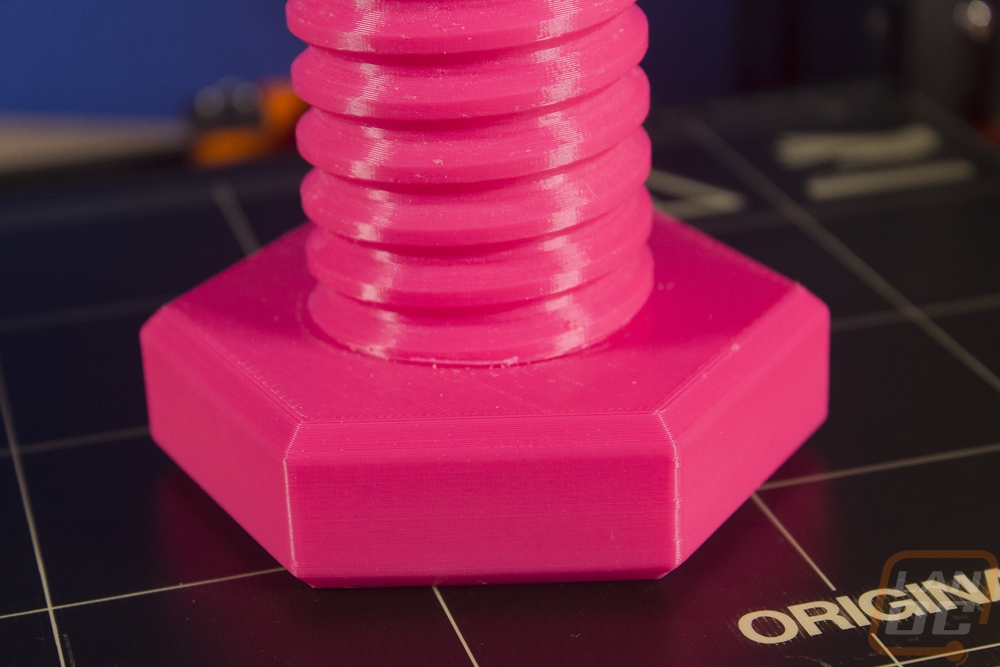
Last but not least I went back to a classic, the impossible nut. I printed this one because I wanted to see how well the printer would handle the joined together surface between the nut and the bolt. The end result was perfect on the top of the bolt. The bottom of the nut looked good as well originally. It had a single layer of what looked like a raft. When I tried to take it all I ended up making it look worse as you can see below. The print still works great though.

As for other aspects of performance before I went off on a picture filled rant about the prints I have done on the Prusa. There were two things that I was curious about. Deltas are known for printing much faster than Cartesians but people say the gap is smaller now. I can’t confirm if the gap is smaller now, but there is still a big gap. Having been using Deltas for over a year now I noticed right away that the prints took longer and the movements are slower. With the extruder mounted right on top of the hot end and the stepper motor for the X axis also being lifted there is a lot more weight to be moving around. Same goes for the bed, moving the bed forward and back takes time where a Delta has a solid bed and moves a light weight hotend around.
The other aspect that I was worried about was noise. My Rostock sings the song of its people, aka the stepper motor noise in addition to loud fans. Of my two Eris, one has loud fans as well and both aren’t exactly quiet on the steppers as well. The Prusa i3 MK2S, on the other hand, was surprisingly quiet. There aren’t any enclosed areas so they don’t need fans for the power supply enclosure and for whatever reason they don’t need a fan for the RAMBo as well. So it is just the two fans on the hot end and they are quiet. The stepper motors were also very quiet and that is without running in quiet mode that some people say causes skipped layers. The only noise I ran into was the bed bearings sometimes making noise when it gets moving quickly.
Overall and Final Verdict
So like every 3dprinter that comes into the LanOC office, I spent a lot of time with the Prusa i3 MK2S before sitting down to write. You can see from all of the print pictures that I’ve run through a few different spools and I went through my share of issues initially getting started. The issue with the LCD and the wrong stepper motor both extended my wait to even get started testing and then I had issues with settings twice and two issues where I needed to print parts to make the printer work how it should. The two parts were a bummer, for such a great printer I do think the filament hanger design could use some tweaking.
As for the build, even those two issues didn’t deter me. This has to be one of the easiest full kit printers you can get. Sure there are some that just take a few minutes to put together, but the MK2S does require the time to build. But Prusa has put together things like the hotend, the power supply, and the print bed to make sure no one needs to solder anything. Then add in steppers with the exact cord lengths and extremely detailed instructions anyone could build this and be up and running. The build time was about 8 hours for me, cutting out a few hours from my Rostock build time.
Once up and running correctly I almost never had to make any real adjustments other than temps, layer height, support, and infill. The ironic thing, of course, is a complained that the new Prusa Control software only lets you do those things. But I did need to adjust my extruder rate, if it wasn’t for that it would have worked perfectly for me. It's really clear that Prusa has been working hard on the software side of things and I’m excited to see what they end up doing. The current setup is a little patched together and is missing a few basic features. The new software is looking good but has no control. Combine the two and we would be rolling.
As for printer performance, I found the Cartesian design is slower than I am used to with my Deltas. However, the prints do look great. The noise level of the printer overall is much better than what I’m used to as well with the Rostock. I think I am a lot more likely to use the Prusa for most small prints because of the noise and because I know it will work but I would never give up my Rostock as well. The large build surface and the print speed is night and day. I did the one large print on the Prusa and it took almost two days.
The Prusa i3 MK2S also stands ahead of most of the market because of their use of name brand components were similar printers, especially Prusa knockoffs use cheap electronics. With the MK2S you get a genuine E3D hotend, something a lot of people upgrade their printers to later and a real RAMBo controller. The 3d printed parts used in the construction help keep the price down, but I will admit I was spoiled with all of the injection molded parts from my SeeMeCNC printers.
As for the price, the kit is going to run you $699 and a pre-built machine is $899. I would highly suggest going with the kit, getting to know how everything is built is worth the build time, not to mention the money saved. At that price it does stand above all of the cheap Chinese clones using Prusa’s design so you have to remind yourself that you are paying for quality components, making sure the money goes to the original designer, and great service. They even wrote the book on how to print, literally. This is priced better than the Rostock Max v3 but you do have to figure in the additional build area that the delta gets you. Overall the i3 MK2S seems to be the sweet spot for quality while still being in the range of most people price wise. You can spend a lot more for a lot more build space or for even better construction or go with a super cheap printer. The Prusa comes in right in the middle. That is why they have had a long wait time forever. With their recent move to a larger building and expanding their print farm and staff the wait times have dropped, but do still expect some time before you get your printer.